Что такое хонингование? (видео)

Статья о том, что такое хонингование цилиндров мотора, зачем оно нужно: процесс работы, тонкости. В конце статьи — видео о том, что такое хонингование.

С течением времени двигатель внутреннего сгорания изнашивается и теряет свои эксплуатационные свойства. Ухудшаются динамические и мощностные характеристики, увеличивается расход топлива, снижается компрессия. И этого невозможно избежать.
Изношенный двигатель требует капитального ремонта, основной целью которого является возвращение первоначальных свойств силового агрегата. И в качестве финишной операции капремонта широко применяется процесс хонингования.
Области применения хонингования
Обработка отверстий в различных деталях, в том числе в деталях двигателя (отверстий блоков цилиндров, гильз цилиндров, отверстий кривошипной и поршневой головок шатунов, отверстий шестерен) и т. д. Хонинговочная сетка является побочным эффектом этого высокоточного метода шлифования. По её характеру можно судить о правильности обработки, точности соблюдения технологии. Особенно это актуально при работе ручным инструментом. При обработке хонингованием обеспечивается стабильное получение точных отверстий и требуемых параметров шероховатости обработанной поверхности.
Немного теории и технологии
Хонингование — (от англ. honing, от hone — хонинговать, буквально — точить). Вид абразивной обработки материалов с применением хонинговальных головок (хонов). В основном применяется для обработки внутренних цилиндрических отверстий путём совмещения вращательного и поступательно-возвратного движения хона с закреплёнными на нём раздвижными абразивными брусками с обильным орошением обрабатываемой поверхности смазочно-охлаждающей жидкостью. Хотя также встречается и наружное хонингование, но выполняется такая операция на специализированных станках. Наружное хонингование применяется на деталях большой длины, обработка которых в обычных металлообрабатывающих станках не представляется возможным. Например, штоки гидротормозов артиллерийских орудий. Хонингование наружных поверхностей может осуществляется на модернизированных (шлифовальных, горизонтально-расточных) станках. Хонинговать можно детали как из черных материалов (стали и чугуны), так и из цветных (латуни, бронзы, алюминиевые цинковые и магниевые сплавы).
Что лучше, хонингование или шлифовка цилиндров мотора
Любой мотор в процессе эксплуатации подвержен износу. Цилиндры двигателя постепенно меняют свою первоначальную форму, становясь эллипсовидными, овальными, приобретают форму конуса и т.д. На стенках цилиндров появляются задиры, царапины, в отдельных случаях трещины и другие дефекты. Для нормальной эксплуатации таким моторам необходим капитальный ремонт.
Так называемая «капиталка» (капремонт) двигателя зачастую предполагает замену поршней и поршневых колец на ремонтные, восстановительные работы или замену коленвала, а также расточку цилиндров двигателя в ремонтный размер. Для нормальной приработки деталей и более эффективной работы ДВС после ремонта стенки цилиндров должны иметь определенные шероховатости перед окончательной сборкой. Для этого применяется хонингование.
Также во время ремонта хонинговать можно другие внутренние цилиндрические поверхности. Речь идет о втулках верхней головки шатуна, отверстиях нижней головки шатуна, втулках коромысел клапанного механизма, постели коленвала и других отверстиях. Хонингование цилиндра выгодно отличается от других способов притирки, таких как полировка или притирка стенок цилиндров. Начнем с того, что часто встречающимся понятием применительно к ремонту ДВС является так называемое зеркало цилиндра.
Указанное «зеркало» понимается как абсолютно гладкая поверхность стенок цилиндра двигателя. Такая гладкая поверхность создается в результате шлифования (шлифовки) стенок цилиндра перед сборкой мотора после проведения ремонта. Также зеркало цилиндра набивается (натирается) в процессе дальнейшей эксплуатации двигателя.
Другими словами, зеркало на стенках цилиндра создается в результате контакта стенок с поршневыми кольцами. По этой причине многие представители «гаражного» ремонта игнорируют процедуру нанесения хона. Основанием для этого является мнение о том, что хон все равно сотрется через несколько тысяч километров пробега, а на стенках цилиндров набьется зеркало. Стоит отметить, что в ряде случаев после нанесения хонинговочной (хонинговальной) сетки на стенки цилиндров рекомендована скорая замена поршневых колец. Данный факт является еще одной причиной, по которой «гаражные» мастера не стремятся выполнять процедуру хонингования и склоняются к шлифовке цилиндра для немедленного получения зеркала.
Теперь о хоне. Хонингование представляет собой тщательную обработку поверхности цилиндра при помощи специнструмента. Результатом профессиональной хонинговки мотора становится быстрая и качественная приработка поршневых колец, более высокая компрессия, уменьшение износа деталей, увеличение моторесурса и т.д. Параллельно с этим после нанесения хона снижается расход моторного масла на угар, камера сгорания становится более герметичной, что минимизирует прорыв картерных газов и их попадание в картер двигателя. Давайте рассмотрим данный процесс и ответим на вопрос, что такое хонингование цилиндра и зачем необходимо наносить хон.
Особенности хонингования
Возвратно-поступательное движение хона с постоянным давлением бруска или постоянной скоростью радиальной подачи.
Требования к процессу и оборудованию

Хонингование призвано получить требуемые цилиндрические размеры, обеспечив точность и минимальные отклонения между диаметрами в разных точках цилиндров мотора.
Возникающие отклонения в виде элипсности, конусности или бочкообразности неприемлемы — они могут свидетельствовать о том, что обработка хоном была выполнена некачественно и требуется снова.
Особое внимание уделяется параметру шероховатости. После хонингования на стенках цилиндров образуются незначительные засечки — от них не следует избавляться, поскольку эти насечки отлично задерживают моторное масло, что в дальнейшем влечет к улучшенной смазке элементов поршневой группы.
Во время процесса обкатки серные соединения, которые имеются в лубриканте, приведут к созданию сульфидной пленки на поверхности цилиндров, что в дальнейшем повлечет снижение износа элементов поршневой группы.
В качестве оборудования для финишной обработки используют хоны с изменяемыми диаметрами, предназначенные именно для обработки цилиндров ДВС. Ресурс у инструментов несколько ограничен, однако они соответствуют всем необходимым стандартам.
Выбор инструмента для хонингования зависит от диаметров обрабатываемых цилиндров, количества камней, а также зернистости и твердости материалов, из которых они изготовлены. Чаще всего для обработки цилиндров применяются алмазные хоны, обладающие относительно невысокой ценой, внушительной твердостью и необходимой зернистостью.
Обработка хонами требует обильного смазывания охлаждающими жидкостями. При обработке стальных или чугунных деталей применяют керосин, а если используется хон с алмазным напылением, то подойдет самая обыкновенная вода с добавлением синтетических присадок.
Хонингование применительно к деталям двигателя внутреннего сгорания
При ремонте двигателя, как это было сказано ранее, хонингуют в основной своей массе внутренние цилиндрические поверхности — отверстия. Это втулки верхней головки шатуна, отверстия нижней головки шатуна, втулки коромысел привода клапанного механизма, постели коленчатого вала и конечно же цилиндры двигателя.

Хонголовка с хонбрусками в цилиндре
Если считать, что цилиндры — это сердце мотора, то знания о хонинговании, свойствах получаемой поверхности и методах её получения — это кардиология.
Для нормальной работы поршневых колец (кардиологический аналог каждый может себе придумать сам) на стенке цилиндра необходимо обеспечить определённый микропрофиль поверхности — совокупность пересекающихся рисок. Глубина и взаимное расположение этих рисок в значительной степени определяет такие эксплуатационные параметры как компрессия, мощность, расход масла, расход топлива, износ цилиндро-поршневой группы и ресурс двигателя. Нанесение этих рисок как раз и происходит при работе хонинговальной головки с установленными в неё брусками по поверхности цилиндра. Одновременное вращение инструмента и его возвратно поступательные движения (это Вам не туда-сюда дрынохоном:) определяет угол взаимного пересечения рисок на поверхности цилиндра — угол хонингования. Вид применяемого абразива, его зернистость и связка определяет шероховатость поверхности цилиндра, глубину и размер рисок. Соответственно не сложно догадаться, что следует различать черновое и чистовое хонингование, а следовательно и применяемые при хонинговании бруски. «Законодатель моды» в данном вопросе — фирма KOLBENSCHMIDT (KS) — дает чёткие рекомендации по выполнению данной операции. Поэтому я решил не ловить в цеху момент для съемки процесса хонингования и даже не пошел на склад за брусками. Я просто отсканировал картинки из буклета KS. Так вот, рекомендации распространяются на применение абразивных и смазочных материалов, настройку оборудования, припуски на обработку и самое главное — методы контроля качества выполненной работы. Для контроля шероховатости немцы применяют тестер Hommel с возможностью вывода на печать диаграммы микропрофиля и параметров шероховатости в оценочных единицах. Для контроля угла хонингования — применяется специальная пленка-шаблон. На фото она приложена к стенке цилиндра.

Пленка-шаблон для проверки линий хона и наглядный рисунок самих линий из рекомендаций KS

Прибор для контроля шероховатости Hommel
Безгильзовые двигатели

Обработка хоном отличается на гильзовых и безгильзовых двигателях. Если необходимо обработать безгильзовый блок цилиндров, особых сложностей возникнуть не должно.
Цельная металлическая конструкция надежно закрепляется на рабочем столе станка непосредственно после процесса расточки. Следует удостовериться, что гильзы располагаются строго вертикально, и никаких смещений при возвратно-поступательном движении патрона не возникнет — в противном случае от обработки не будет никакого толка.
При обработке безгильзовых цилиндров потребуется всего несколько проходов станка. При этом необходимо строго контролировать получаемые размеры и шероховатость поверхностей. В этом помогут индикаторный нутромер (контролирует размеры) и профилометр или оптический прибор для замера уровня шероховатости.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
- гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
- 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.
Смазочно-охлаждающие жидкости для хонингования
При обработке деталей из стали и чугуна применяют керосин или смесь керосина с веретённым маслом (10 %—20 %). При использовании алмазных хонинговальных брусков часто применяют в качестве СОЖ обычную воду, в которую добавляют различные (как правило синтетические) вещества, предотвращающие коррозию обрабатываемой детали и самого станка. Использование водных растворов обусловлено более высокой теплоемкостью воды (по сравнению с маслами и керосином), а, следовательно, и более интенсивным отводом тепла, что является одним из важнейших требований, предъявляемых к СОЖ. При этом водные растворы более экологичны и менее вредны для оператора станка.
Используемое оборудование и материалы
Для проведения процесса необходимо наличие оборудования, в которое вставляются бруски для обработки деталей. Это и есть инструмент для хонингования. В процессе работы используется смазывающая жидкость, которая значительно ускоряет операцию.
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Хонинговальные станки
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.

- Хонинговальный вертикального типа.


На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Хонинговальные бруски
Хонинговальные бруски выпускаются на керамической и бакелитовой основе. В качестве абразивного материала используются:
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Алмазный хонинговальный брусок
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Увеличение твердости бруска сопровождается уменьшением его пористости. Это создает затруднение для расположения стружки. Возникает риск налипания металла на хонинговальный инструмент.
Значение хонингования
Высокопроизводительный процесс, позволяющий получить качественные поверхности с 6—5 квалитетом точности и шероховатостью поверхности Ra 1,6—0,1
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
(adsbygoogle = window.adsbygoogle || ).push(<>);
Хонингование в домашних условиях
Чтобы провести такую работу в домашних условиях, необходимо наличие хонинговального ручного инструмента. Кроме того, потребуются:
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
После окончания работы деталь промывается в мыльном растворе, просушивается и покрывается маслом. Оно необходимо в качестве антикоррозийной защиты.
Процесс хонингования наиболее часто применяется в период ремонта двигателя. Такая операция позволяет устранить нарушение параметров агрегата. В итоге у двигателя увеличивается эксплуатационный ресурс, что отдаляет время очередного ремонта.
Возможно, у читателей этой статьи имеются автомобили, которые требовали капитального ремонта. При его выполнении хонингование является обязательной операцией. Может, вы знаете какие-то нюансы в проведении такого процесса? Поделитесь ими в комментариях к этой статье.
Хонингование
Хонингование применяют для получения отверстий высокой точности и малой шероховатости, а также для создания специфического микропрофиля обработанной поверхности в виде сетки. Такой профиль необходим для удержания на стенках отверстия смазки при работе машины (например, двигателя внутреннего сгорания). Чаще обрабатывают сквозные и реже ступенчатые отверстия, как правило, неподвижно закрепленных заготовок.
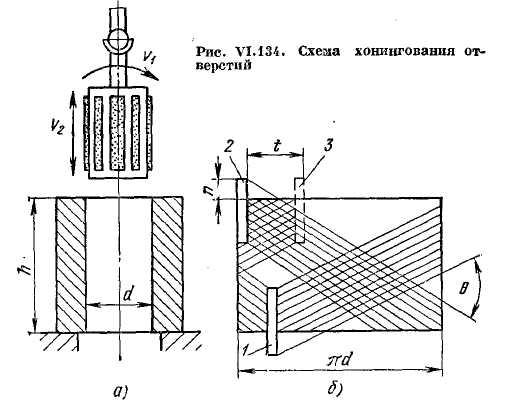
Рис. 90 Схемы хонингования отверстий
Поверхность заготовки обрабатывают мелкозерпистыми абразивными брусками, которые закрепляют в хонинговальной головке (хоне), являющейся режущим инструментом. Инструмент вращается и одновременно движется возвратно-поступательно вдоль оси обрабатываемого отверстия цилиндра высотой h (рис. 90, а). Соотношение скоростей v1 и v2 указанных движений составляет 1,5—10,0 и определяет условия резания. Скорость v1 для стали составляет 45—60, а для чугуна и бронзы — 60—75 м/мин.
Описываемая схема обработки по сравнению с внутренним шлифованием имеет преимущества: отсутствует упругий отжим инструмента, реже наблюдаются вибрации, более плавная работа.
Сочетание движений v1 и v2 приводит к тому, что на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин — следов перемещения абразивных зерен. Угол 0 пересечения этих следов зависит от соотношения скоростей. Поэтому необходимый вид сетки на поверхности отверстия можно получать в ходе хонингования. На рис. 90, б дана развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.
Крайние нижнее 1 и верхнее 2 положения абразивных брусков устанавливают так, чтобы у инструмента создавался перебег п. Он необходим для того, чтобы образующие отверстия получались прямолинейными и оно имело бы правильную геометрическую форму. Совершая вращательное движение, абразивные бруски при каждом двойном ходе начинают резание с новых положений 3 хода с учетом смещения t по углу. Поэтому исключается наложение траекторий абразивных зерен.
Вид сетки на обрабатываемой поверхности можно изменить дополнительными колебательными движениями, сообщаемыми инструменту механическим вибратором (вибрационное хонингование). Траектория абразивных зерен представляет собой сложную гипоциклическую кривую. Поэтому на обработанной поверхности возникают как бы две сетки, соответствующие черновому и чистовому хонингованию.
Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как могут раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков должно контролироваться. Минимальное давление возникает при ультразвуковом хонинговании. В этом случае уменьшается засаливание брусков, так как частицы снятого металла легче отделяются от абразивов.
Хонингованием исправляются такие погрешности предыдущей обработки, как овальность, конусообразность, нецилиндричность и др., если общая величина снимаемого слоя не превышает 0,01—0,2 мм. Погрешности же расположения оси отверстия (например, увод ее или криволинейность) этим методом не исправляются, так как режущий инструмент самоустанавливается по отверстию. Это достигается шарнирным закреплением инструмента в шпинделе, которое может передать только вращательное движение.
Наиболее распространены две схемы процесса хонингования, отличающиеся друг от друга методом осуществления разжима (радиальной подачи) абразивных брусков: 1) с постоянным номинальным давлением брусков на заготовку; 2) с дозированной радиальной подачей брусков на каждый двойной ход головки. Первую схему применяют чаще.
Различают предварительное и чистовое хонингование. Предварительное хонингование используют для исправления погрешностей предыдущей обработки, а чистовое — для получения малой шероховатости поверхности.
Хонинговальные бруски изготовляют из электрокорунда или карбида кремния, как правило, на керамической связке. Для чистового хонингования хорошие результаты дают бруски на бакелитовой связке. Используют бруски зернистостью 3—8, а также М20 и М28. Все шире применяют алмазное хонингование, главное преимущество которого состоит в эффективном исправлении погрешностей геометрической формы обрабатываемого отверстия.
Бруски закрепляют в державках хона приклеиванием ацетоно-целлулоидным клеем или жидким стеклом. Державки располагают равномерно по цилиндрической поверхности хонинговальной головки. Конструкции головок предусматривают расположение в них механизма радиального перемещения державок с брусками. Кроме того, головки имеют устройства для регулирования положения брусков.
Число брусков в хонинговальной головке должно быть кратно трем. Поэтому в головке всегда найдутся три бруска, которые будут обрабатывать реальную поверхность отверстия, имеющего погрешности формы от предыдущей обработки, и превращать ее в поверхность, близкую к круговому цилиндру.
Хонингование производят при обильном охлаждении зоны резания. Смазочно-охлаждающими жидкостями являются керосин, смесь керосина (80—90%) и веретенного масла (20—10%), а также водно-мыльные эмульсии. Жидкости способствуют удалению абразивных зерен, оставшихся в порах обрабатываемых поверхностей.
Для хонингования используют одно- и многошпиндельные станки. Некоторые станки оснащают устройствами, позволяющими измерять на ходу обрабатываемое отверстие и выключать станки по достижении необходимого размера отверстия.
Строительные стали
Строительная сталь – это разновидность сплава железа с углеродом, предназначенная для изготовления строительных конструкций, арматуры и литых изделий. Она обладает оптимальным составом для того, чтобы выдерживать значительные расчетные нагрузки. Использовать, например, инструментальную сталь для изготовления строительной балки нецелесообразно – даже при аналогичных размерах ее технические характеристики не будут удовлетворять расчётным нормативам.
Классификация
 Требования к сталям строительным регламентирует ГОСТ 27772-88* «Прокат для строительных стальных конструкций». Документ определяет сортамент сплавов, приводит классификацию, правила производства, приёмки и применения металла.
Требования к сталям строительным регламентирует ГОСТ 27772-88* «Прокат для строительных стальных конструкций». Документ определяет сортамент сплавов, приводит классификацию, правила производства, приёмки и применения металла.
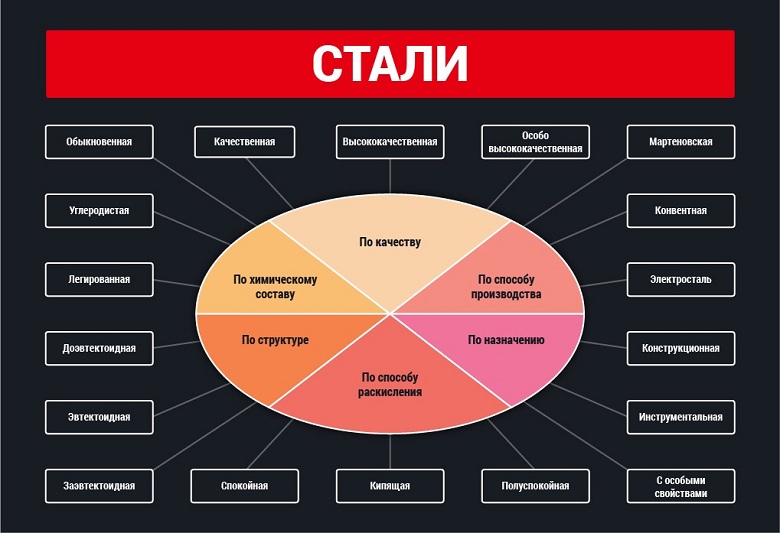
Согласно ГОСТ, стали делятся на 2 основных вида по составу:
- Углеродистые.
- Легированные.
Углеродистые
Количество химического элемента углерода определяет прочность стальной конструкции. Чем его больше, тем крепче металл. Углеродистые сплавы делятся на 3 группы:
- Строительные низколегированные стали с содержанием углерода менее 0,25%;
- Среднеуглеродистые содержат 0,25-0,60% углерода;
- Высокоуглеродистые имеют в составе более 0,60% химического элемента.
Применяются металлы с разным количеством углерода в изготовлении строительных конструкций нормальной напряженности.
Легированные
Для повышения прочности в сплав железа вводят различные металлы в разных количествах. Этот процесс называется легирование. По количеству добавок различают 3 группы сплавов:
- Низколегированная – до 2,5% дополнительных металлов;
- Среднелегированная – около 2,5-10% добавок;
- Высоколегированная – более 10% примесей.
Строительные стали с добавками (легированные) считаются наиболее качественными, чем углеродистые. Они применяются для изготовления ответственных конструкций в строительстве, в космической отраслях, в машиностроении и на железной дороге.
Выбор типа стали определяется ГОСТом и конструктивными расчётами.
Маркировка строительных сталей
Марка указывает на основные показатели материала. Углеродистая и легированная стали имеют разные обозначения, поэтому рассмотрим их по отдельности.
Расшифровка углеродистых сталей
Расшифровать марку сплава с углеродом просто:
- «Ст» – это обозначение стали строительной;
- Цифра указывает количество углерода в сплаве в десятых процента;
- Буквы «кп», «пс», «сп» в конце обозначения указывают на кипящий тип раскисления (см. далее). Отсутствие дополнительных букв говорит о том, что сталь спокойная.
Соотношение марки стали и количества углерода представлено в таблице:
 |
Содержание серы в углеродистых сплавах – не менее 0,045%, фосфора – не менее 0,055%.
Маркировка легированных сплавов
Поскольку в легированных сталях присутствуют различные химические элементы, необходимо идентифицировать их:
 |
Пример марки строительных сталей с легирующими добавками: 16Г2АФ. Расшифровывается обозначение следующим образом:
- 16 – содержание углерода в сплаве. В нашем случае – 0,16%. Если в наименовании одна цифра, её следует принимать как сотую процента;
- Г – наличие марганца 2%;
- А – азот, около 1%;
- Ф – ванадий, около 1%.
Наименований легированных строительных сталей множество.
Обозначение конструкционной стали
ГОСТ 27772-88* приводит обозначение металлов для изготовления фасонного проката, которые обозначаются буквой «С» (Сталь строительная) и цифрами. Чтобы понять, что скрывается за этими значениями, приведём соответствие легированных, углеродистых и принятых строительных сталей:
 |
Основная классификация строительных сталей
Легированные и углеродистые – основная классификация сплавов. Дополнительно металл можно разделить на группы по отдельным ключевым признакам.
- 1) Обычные (sy 2 ) – это низкоуглеродистые в диапазоне (С235. С285) с разной степенью раскисления. Характерна средняя стойкость к коррозии, хрупкость при отрицательных температурах;
- 2) Повышенной прочности (29 кН/см 2 ≤sy 2 ). Такие сплавы обладают хорошими показателями текучести, пластичности, сжатия.
По степени раскисления:
- Кипящая (кп), раскисленная кремнием от 0,12 до 0,3% или алюминием до 0,1 % – хрупкая, подверженная скорому разрушению и старению;
- Полуспокойная (пс) раскисляется кремнием 0,05. 0,15%, более устойчива в эксплуатации;
- Спокойная (сп)– самая дорогая, хорошо сваривается, выдерживает любые нагрузки.
- Для холодной штамповки;
- Цементируемые;
- Улучшаемые;
- Высокопрочные;
- Жаростойкие;
- Жаропрочные;
- Рессорно-пружинные;
- Шарикоподшипниковые;
- Автоматные;
- Коррозионно-стойкие;
- Износостойкие сплавы.
Семейство конструкционных сталей — основа машиностроения и строительства
Конструкционная сталь — материал особой прочности и пластичности, что обеспечивает высокую сопротивляемость к разрушению изготовленных из нее конструкций. Представляет собой сплав, определенные характеристики которого позволяют использовать многопрофильный материал для изготовления промышленных механизмов и строительных конструкций.

Что такое конструкционная сталь
К механизмам и конструкциям, используемым на предприятиях обрабатывающей промышленности и строительстве, предъявляются высокие требования по качеству и стойкости. По этой причине металл для их производства должен обладать особыми технологическими свойствами для обеспечения безаварийной эксплуатации в различных условиях окружающей среды. Этим требованиям соответствует группа конструкционных сталей, представители которой наделены заданными параметрами химических, физических и механических свойств.
Состав конструкционных сплавов содержит набор полезных добавок – железо, марганец, медь, кремний и другие элементы, но основным параметром, определяющим все свойства стального проката, является углерод. Увеличение содержания углерода в сплаве повышает прочность металла и порог его хладноломкости, что позволяет стальным конструкциям выдерживать суровые климатические условия, а также высокие промышленные нагрузки.
На начальном этапе классификации семейство конструкционных сплавов разграничивают на две крупные категории:
- сталь углеродистая качественная;
- легированная качественная.
На качество углеродистых сталей влияет содержание в них вредных добавок:
- фосфор (P) наделяет металлопрокат способностью к растрескиванию и поломкам по ходу механической обработки (холодной);
- сера (S) способствует трещинообразованию под действием высокого давления во время горячей обработки (спектр красного каления).
Применение деталей из углеродистого металла с высоким содержанием фосфора и серы оправдано при необходимости повышения степени обрабатываемости изделия методом резания (автоматные виды сталей).

Маркировка
С учетом вредных примесей, маркировка конструкционных сплавов выделяется некоторыми особенностями:
- конгломераты обыкновенного качества, содержащие до 0,05 % вредных добавок, маркируют обозначением «Ст»;
- качественный металл, содержащий максимум 0,035% серно-фосфорных примесей, имеет маркировку «Сталь»;
- высококачественное металлическое сырье, содержащее до 0,025 % примесей, снабжают завершающей буквой «А»;
- особовысококачественные с 0,015 % фосфора и серы маркируют конечной буквой «Ш».
Исходя из сферы применения металлопроката, он бывает строительным (в основном низкоуглеродистый тип) и машиностроительным (средняя и низкоуглеродистая категория). Среднеуглеродистую конструкционную сталь (0,25-0,55 % серы) используют в машиностроении благодаря хорошему сочетанию механических свойств после термической обработки. Металл с низким содержанием углерода применяют для строительных работ по причине хорошей степени свариваемости, низкой склонности к старению.
Углеродистая конструкционная сталь
Качество металлопроката этого типа может быть обыкновенным и высоким. Материал обыкновенного качества более дешевый за счет меньшей очистки от вредных компонентов, отличается большим количеством неметаллических примесей.
Градация по качественному показателю
Конструкционная сталь обыкновенного качества, согласно ГОСТу 380—94, подлежит классификации по трем характерным группам:
- А – сплавы этой группы не требуют дальнейшей термической обработки, что способствует сохранению заводских свойств исходного металла. Маркировка стандартная – буквы «Ст» плюс цифры, обозначающие степень прочности и пластичности – Ст1, Ст3 и т.п.
- Б – гарантированный химический состав материала этой группы поддается раскислению. Маркировка содержит букву «Б» с указанием степени раскисления в конце – БСТ3сп (спокойная), БСт1кп (кипящая). Числом обозначают процент углерода.
- В – группа сталей повышенного качества с гарантированным химическим составом выдерживает механическую обработку. Маркируется буквами ВСт1, ВСт3 и т.д. Для производства изделий из металла этой группы потребуется дополнительная обработка, преимущественно сваркой.
Металлопрокат обыкновенного качественного состава применяют для изготовления деталей, требующих сварки, необходимых для работы в условиях небольших нагрузок. Конструкционную сталь этого типа в основном используют в автомобильной промышленности, а также в строительном деле для конструкций массового предназначения.

Металл обыкновенного типа соответствующих марок используют для производства гвоздей, проволоки, заклепок. Из конструкционного материала выпускают оси и валы, работающие под слабой нагрузкой, различные виды крепежных деталей, используют для получения фасонного проката.
Качественный тип углеродистых сплавов должен соответствовать ГОСТу 1050—88, получение сплавов требует строгого соответствия параметрам состава, плавки, а также разливки. Требования к характеристикам химического состава предусматривают обязательное содержание вредных добавок – по 0,04 % серы и фосфора. Маркировка улучшенных конструкционных материалов расположена в диапазоне чисел 08-85 (Сталь08, Сталь15, Сталь80 и т.д.).
Ограничения
Содержание углерода, обозначаемое цифровым индексом, накладывает определенные ограничения на качество, область применения стальных изделий.
| Наименование | Свойства изделий, сферы применения |
| Низкоуглеродистые | Малонагружаемые детали из этого материала отличаются небольшой прочностью при высокой пластичности и уровне свариваемости. Изделия пригодны для штамповки холодным способом, исключив термическую обработку. Из металлического сплава производят сложные детали для автомобилей, ответственные сварные конструкции |
| Среднеуглеродистые | Среднеуглеродистой конструкционная сталь становится после улучшения методом закалки и горячего отпуска (до 650°С). Эти показатели повышают прочность стальных деталей, но понижают пластичность, что допускает обработку резанием. Улучшенный закалкой материал высокой прочности применяют в машиностроении |
| Высокоуглеродистые | Для высокоуглеродистых материалов характерен высокий процент марганца. Из такого вида металла производят изделия, которым требуется повышенная упругость, износостойкость (рессоры, пружины). После отжига материал хорошо поддается обработке резанием |
| Качественные | Конструкционный материал этой категории содержит увеличенную долю примесей – серно-фосфорных, свинцовых добавок. Качественный металл применяют для выпуска деталей, подвергающихся повышенной обработке, не вредящей металлорежущему инструменту. Это класс автоматных сталей, обогащенных серой, фосфором, свинцом, предназначенных для работы на станках-автоматах |
Для повышения износостойкости металлоизделий применяют графитизацию, наклеп, наплавку. Подобные методы улучшения параметров конструкционной стали позволяют добиться повышения твердости материала, устойчивости его к износу.

Область применения
Конкретную область применения углеродистого металлопроката определяют его характеристики.
| Конструкционные сплавы | Свойства сталей, области применения |
| Машиностроительный | Применяют для производства автомобилей благодаря высоким механическим свойствам, распространяющимся на весь материал. Детали машин отличаются надежностью, хорошо сопротивляются большим нагрузкам, ударному воздействию, сохраняя повышенную прочность |
| Строительный | Из углеродистых сплавов изготавливают мостовые конструкции , фермы, оборудование нефте- и газопроводов. Основное требование к сталям конструкционным этого типа – хороший показатель свариваемости при небольшом объеме легирующих компонентов. Повышению прочности способствует легирование кремнием, а также марганцем |
| Арматурный | Арматурой из стального материала армируют железобетонные конструкции, что способствует повышению их прочности при воздействии нагрузок. Этот тип металла представлен прутками (гладкими, профилированными) и проволокой. В зависимости от требований прочности к конструкциям (предварительно напряженные либо ненапряженные) стальную арматуру упрочняют термической обработкой |
| Пружинный | Свойства упругости используют для изготовления пружинной стали. Основное требование к металлу конструкционного типа – повышенная текучесть, которая достигается методом закалки с отпуском в температурном режиме до 400°С. Такой уровень температуры обеспечивает наивысшее значение предела упругости. Конструкционные стали для особо нагружаемых пружин усиливают добавкой ванадия и хрома |
| Шарикоподшипниковый | К изделиям предъявляется требование особой твердости из-за высоких локальных нагрузок. По этой причине для получения металлопроката выбирают высокоуглеродистую сталь. Легкость закалки при низких температурах и применении масла обеспечивают легированием хромом, для улучшения прокаливания вводят кремниево-марганцевые элементы |
| Цементуемый | Этот вид содержит 0,1-0,25 % углерода, что позволяет использовать их для производства изделий, подвергающихся цементированию. Детали цементуемого и цианируемого класса (болты, шестерни, гайки и т.д.) имеют небольшие размеры при повышенной прочности благодаря введению полезных добавок |
Котельная разновидность углеродистых сплавов производится в виде котельных листов двух типов – толстолистовой материал толщиной свыше 4 мм и тонколистовая основа меньше 4 мм толщиной. Из котельного типа стали изготавливают паровые котлы (водогрейные), а также сосуды (паропроводы, коллекторы, трубы), способные выдерживать повышенные температуры (до 450 o С) при высоком давлении пара. Качественный металлопрокат обладает хорошей свариваемостью, маркируются буквой «К» на конце (12К, 16К, 22К и т.д.).

Особенности легированных сплавов
Наряду с углеродистыми качественными сталями, для конструкций в строительстве, а также для деталей машиностроения и приборостроения применяют легированную сталь. Легирование металла (обогащение основного состава полезными добавками) наделяет готовые изделия рядом специальных свойств, улучшает технологические, прочностные, физико-химические качества.
Добавки в виде марганца, никеля, хрома вводят по одному элементу или группой. В зависимости от процентного содержания дополнительных компонентов выделяют три группы сталей:
- до 2,5-5 % примесей – материал низколегированный;
- до 10 % добавок – металл среднелегированный;
- свыше 10 % примесей – высоколегированный прокат.
Легированная конструкционная сталь применяется для самых ответственных узлов механизмов, подвергаемых особо тяжелым нагрузкам. Для обеспечения высокой конструктивной прочности такие детали обязательно проходят окончательную термическую обработку для гарантии повышенной прочности.
Маркировка легирующих сталей конструкционного типа имеет сложную структуру:
- начинается с двух цифр, обозначающий процентный состав углерода;
- русской буквой прописывают конкретный элемент легирования;
- следующая за буквой цифра указывает процентное содержание этой присадки;
- завершающая буква «А» сообщает, что сталь высококачественная.
Преимущества добавок
Основная задача легирующих компонентов – повысить прокаливаемость сплава, около 90 % которого приходится на феррит, представляющий собой конгломерат углерода с легирующими элементами в твердом виде. После добавления легирующих включений к ферритовой основе происходит их растворение, способствующее уплотнению феррита. Процесс легирования позволяет существенно улучшить качество итогового сплава:
- повысить прочность, не подвергая изделия термической обработке;
- усилить твердость, ударную вязкость, уровень прокаливаемости;
- обогатить особыми свойствами (жаропрочность, стойкость к коррозии).
Разные виды добавок улучшают определенные показатели конструкционной стали. Введение никеля способствует повышению ударной вязкости, а в содружестве с хромом обеспечивает способность к глубокому прокаливанию. Подобное сочетание примесей гарантирует равномерное улучшение свойств конгломерата по всей площади сечения.

Недостатки
К недостаткам хромоникелевого улучшения можно отнести вероятность хрупкости после отпускного процесса. Недостаток устраняют путем введения молибдена (0,2-0,4 %). Область применения легированного материала этого вида – крупные цементируемые изделия (валы, шестерни, шатуны) улучшенной прочности, износостойкости, пластичности. Для существенного усиления этих свойств молибден заменяют присадкой вольфрама, которая устраняет также отпускную хрупкость.
Наиболее распространенный дефект конструкционных сплавов – появление флокенов. Это трещины (белые пятна) внутри стальной детали, которые можно заметить на изломах. Флокены снижают усиление механических свойств, превращая сталь в непригодный для использования материал.
Появление тонких нитеобразных дефектов (волосовины) связано со скоплением неметаллических примесей, представляющих собой продукты раскисления. Их направленность отражает текучесть металла под действием давления во время горячей обработки. Преимущественный состав волосовин – силикатные включения.
Изделия из легированных сплавов малоуглеродистого вида часто страдают от межкристаллических трещин. Причина образующихся дефектов связана усадкой, их расположение обычно совпадает с осью слитка. На поверхность трещины не выходят в отличие от волосовин, с целью их устранения поверхность заготовки подвергают зачистке. Для защиты от появления дефектов, ухудшающих качество металла, разработан ряд специальных мероприятий.
Используемая литература и источники:
- Стали и сплавы. Марочник. Справ. изд./ В. Г. Сорокин и др. Науч. С77. В. Г. Сорокин, М. А. Гервасьев — М.: «Интермет Инжиниринг», 2001
- Статья в Википедии
- Лахтин Ю. М. Основы металловедения. — М.: Металлургия, 1988.
- Degarmo, E. Paul; Black, J T.; Kohser, Ronald A. (2003), Materials and Processes in Manufacturing (9th ed.), Wiley
Классификация строительных сталей. Выбор сталей для строительных конструкций
Классификация

Требования к сталям строительным регламентирует ГОСТ 27772-88* «Прокат для строительных стальных конструкций». Документ определяет сортамент сплавов, приводит классификацию, правила производства, приёмки и применения металла.
Согласно ГОСТ, стали делятся на 2 основных вида по составу:
- Углеродистые.
- Легированные.
Углеродистые
Количество химического элемента углерода определяет прочность стальной конструкции. Чем его больше, тем крепче металл. Углеродистые сплавы делятся на 3 группы:
- Строительные низколегированные стали с содержанием углерода менее 0,25%;
- Среднеуглеродистые содержат 0,25-0,60% углерода;
- Высокоуглеродистые имеют в составе более 0,60% химического элемента.
Применяются металлы с разным количеством углерода в изготовлении строительных конструкций нормальной напряженности.
Легированные
Для повышения прочности в сплав железа вводят различные металлы в разных количествах. Этот процесс называется легирование. По количеству добавок различают 3 группы сплавов:
- Низколегированная – до 2,5% дополнительных металлов;
- Среднелегированная – около 2,5-10% добавок;
- Высоколегированная – более 10% примесей.
Строительные стали с добавками (легированные) считаются наиболее качественными, чем углеродистые. Они применяются для изготовления ответственных конструкций в строительстве, в космической отраслях, в машиностроении и на железной дороге.
Выбор типа стали определяется ГОСТом и конструктивными расчётами.
Типы стальных мостов и основные их составляющие
Данные сооружения можно классифицировать по таким признакам:
- виду транспортной нагрузки
– пешеходные, автомобильные, железнодорожные, комбинированные; - разновидности конструкции
– балочные, распорные (арочные, вантовые), подвесные, комбинированные; - длине
– малые (до 25 м), средние (25–100 м) и длинные (свыше 100 м).
Основными материалами для возведения всех видов мостовых конструкций являются стальные и алюминиевые сплавы, железобетон, камень. Металл также незаменим в проектировании и строительстве виадуков, акведуков, эстакад, разводных мостов.
Конструктивные особенности
В каждом конструктивном исполнении моста есть две составляющие:
- Опорная часть
– передает статическую и динамическую нагрузку всей конструкции на грунт. Опоры подразделяются на:-
концевые опорные сооружения (устои), к которым примыкают насыпи на суше;
- промежуточные (быки) – распределены по всей длине сооружения.
- Пролетное строение
– располагается на опорах и перекрывает пространство между ними. Данная конструкция принимает на себя все нагрузки от движущегося транспорта и людей, передавая их на опоры.
В свою очередь, пролетные сооружения состоят из: балок, ригелей, ферм, перил, тротуаров, проезжих частей, водосливов и других элементов, индивидуально подбираемых для каждого сооружения в зависимости от его технических особенностей и методов строительства моста.
Опоры имеют три главных составляющих конструкции: фундамент, тело и оголовок. Фундамент – нижняя часть, опирающаяся на грунт. Тело – средний участок опоры, оголовок – верхняя часть, принимающая на себя нагрузки пролетного строения. Строительство мостов начинают с возведения опор, на которое уходит до половины общей стоимости сооружения.
Основные элементы конструкции моста
Маркировка строительных сталей
Марка указывает на основные показатели материала. Углеродистая и легированная стали имеют разные обозначения, поэтому рассмотрим их по отдельности.
Расшифровка углеродистых сталей
Расшифровать марку сплава с углеродом просто:
- «Ст» – это обозначение стали строительной;
- Цифра указывает количество углерода в сплаве в десятых процента;
- Буквы «кп», «пс», «сп» в конце обозначения указывают на кипящий тип раскисления (см. далее). Отсутствие дополнительных букв говорит о том, что сталь спокойная.
Соотношение марки стали и количества углерода представлено в таблице:
Содержание серы в углеродистых сплавах – не менее 0,045%, фосфора – не менее 0,055%.
Маркировка легированных сплавов
Поскольку в легированных сталях присутствуют различные химические элементы, необходимо идентифицировать их:
Пример марки строительных сталей с легирующими добавками: 16Г2АФ. Расшифровывается обозначение следующим образом:
- 16 – содержание углерода в сплаве. В нашем случае – 0,16%. Если в наименовании одна цифра, её следует принимать как сотую процента;
- Г – наличие марганца 2%;
- А – азот, около 1%;
- Ф – ванадий, около 1%.
Наименований легированных строительных сталей множество.
Обозначение конструкционной стали
ГОСТ 27772-88* приводит обозначение металлов для изготовления фасонного проката, которые обозначаются буквой «С» (Сталь строительная) и цифрами. Чтобы понять, что скрывается за этими значениями, приведём соответствие легированных, углеродистых и принятых строительных сталей:
По каким качествам выбирается сталь для мостостроения
Конструкционные стальные сплавы, применяемые в строительстве, должны выдерживать большие нагрузки при усилиях, направленных на растяжение, сжатие и скручивание металла. При относительно небольшом весе конструкционная сталь должна обладать:
- внушительной прочностью;
- устойчивостью к внешним климатическим воздействиям;
- длительным сроком службы.
Сегодня замены такому материалу не существует. Металлоконструкции находят широкое применение в пролетных строениях. В зависимости от типа конструкции моста – балочной, подвесной, вантовой или арочной, проектировщики учитывают воздействие нагрузок. В зависимости от этого используются различные марки металлопроката.
Различные профили, изготовленные из конструкционной стали
Стали, применяемые в строительстве.
| Случайная страница | ТОМ-1 | ТОМ-2 | ТОМ-3 Архитектура | Биология | География | Другое | Иностранные языки |
| Информатика | История | Культура | Литература | Математика |
| Медицина | Механика | Образование | Охрана труда | Педагогика |
| Политика | Право | Программирование | Психология | Религия |
| Социология | Спорт | Строительство | Физика | Философия |
| Финансы | Химия | Экология | Экономика | Электроника |
Схема мартеновской печи. Описание технологического процесса получений стали в мартеновской печи. | Сущность обработки металлов давлением. Термический режим при нагреве заготовок. | Требования, предъявляемые к источникам питания для ручной дуговой сварки. Схема внешней характеристики источника питания. |
Популярные марки стали и их применение
Сталями принято называть сплавы железа с углеродом, содержащие до 2,14% углерода. В зависимости от химического состава различают стали углеродистые (ГОСТ 380-71, ГОСТ 1050-75) и легированные (ГОСТ 4543-71, ГОСТ 5632-72, ГОСТ 14959-79).
Основные стандарты производства сталей:
- углеродистая сталь обыкновенного качества (ГОСТ 380-88);
- сталь конструкционная (ГОСТ 1414-75);
- углеродистая качественная конструкционная сталь (ГОСТ 1050-88);
- инструментальная углеродистая сталь (ГОСТ 1435-90);
- легированная конструкционная сталь (ГОСТ 4543-71);
- сталь низкоуглеродистая качественная (ГОСТ 9045-80);
- сталь конструкционная низколегированная (19281-89).
- качественная калиброванная сталь (ГОСТ 1051-73);
- подшипниковая сталь (ГОСТ 801-78)
- сталь арматурная низколегированная (ГОСТ 5781-82);
- сталь конструкционная легированная (ГОСТ 4543-71);
- сталь инструментальная легированная (ГОСТ 5950-73);
- высоколегированные стали и сплавы коррозийностойкие, жаростойкие и жаропрочные (ГОСТ 5632-72);
- сталь конструкционная легированная высококачественная специального назначения (ГОСТ 11268-76) и некоторые другие.
Химический состав углеродистых конструкционных сталей обыкновенного качества
Наиболее популярные марки стали
Ст 0 – неответственные строительные конструкции, прокладки, шайбы, кожухи. Ст 1 – малонагруженные детали металлоконструкций. Свариваемость хорошая. Ст 2 – детали металлоконструкций – рамы, оси, ключи, валики, цементируемые детали. Свариваемость хорошая. Ст 3 — детали металлоконструкций, рамы тележек, крюки кранов, цементируемые детали с высокой твердостью поверхности и невысокая прочность сердцевины. Ст 4 – валы, тяги, крюки, оси, болты (невысокие требования к прочности). Ст 5 – звездочки, зубчатые колеса, валы, оси (повышенные требования прочности). Ст 6 – шпиндели, муфты, валы (высокая прочность). 08КП, 10 – детали, изготавливаемые холодной штамповкой и холодной высадкой, крепеж, цементируемые детали. 15, 20 – малонагруженные детали (пальцы, упоры, оси, шестерни) работающие на износ. 30, 35 – траверсы, тяги, рычаги, диски, звездочки, валы. 40, 45 – детали повышенной прочности, подвергаемые термообработке (коленчатые валы, шатуны, зубчатые венцы, храповики, муфты, плунжеры). 50, 55 – зубчатые колеса, прокатные валки, шпиндели, бандажи, малонагруженные пружины и рессоры. 60 – детали с высокими прочностными свойствами (прокатные валки, пружинные кольца, пружины и диски сцепления, пружины амортизаторов). 09Г2С – для паровых котлов, аппаратов и емкостей, работающих под давлением при температуре -70…+450*С, для ответственных листовых сварных конструкций, в химическом и нефтяном машиностроении, судостроении. 10ХСНД – для сварных конструкций и фасонных профилей в судостроении, вагоностроении, химического машиностроения. 15ХСНД – детали вагонов, строительных свай, профили судостроения. Обладает повышенной коррозионной стойкостью. 40Х – детали, работающие на средних скоростях при средних давлениях (зубчатые колеса, валы шлицевые). 18ХГТ – детали, работающие на больших скоростях при высоких давлениях и ударных нагрузках (зубчатые колеса, кулачковые муфты, втулки). 30ХГСА – высокопрочные детали, ответственные сварные конструкции. 08Х18Н10 – детали, работающие в агрессивной среде при повышенных температурах. 08Х18Н10Т – для сварных конструкций в разных отраслях промышленности. 65…80, 65Г, 50ХФА, 60С2А – рессоры, пружины. У8А – накатные ролики, зенковки, стамески. У10А – метчики, надфили, калибры гладкие. ХГС – валки холодной прокатки, матрицы, пуансоны. ХВГ – измерительный, режущий инструмент. Х12, Х12ВМ – для холодных штампов. 4ХС – штампы горячей высадки. А12, А20 – сложнопрофильные мелкие детали (шестерни, шпильки, кольца, винты). А30, А40Г – труднообрабатываемые детали, работающие при высоких нагрузках. ШХ15 – шарики диаметром до 150мм, ролики диаметром до 23мм, плунжеры.
Конструкционные стали
Из конструкционных сталей создаются строительные элементы, разнообразные изделия, используемые в промышленном машиностроении. Так как категория материалов достаточно обширная, в ней выделены основные группы сплавов, объединенные по составу и свойствам.
Стали для строительных работ. Среднеуглеродистые (в том числе, низколегированные), с хорошей свариваемостью, предназначенные для возведения многоуровневых, разветвленных сооружений с равномерно распределенной нагрузкой.
Нержавеющие (коррозионностойкие). Низкоуглеродистые, улучшенные хромом и марганцем, хорошо защищенные от разрушающего воздействия воды, растворов кислот, щелочей:
- Выдерживающие высокие нагрузки и средний нагрев.
- Подходящие для эксплуатации при отрицательных (низких, сверхнизких) температурах.
- С высокой температурной стойкостью при ограниченных нагрузках.
- Способные работать при значительных температурах и нагрузках.
Пружинно-рессорные. Легированные сплавы, слабо чувствительные к упругим деформациям. Широко используются в амортизирующих механизмах.
Стали для автоматического производства. Низкопластичные материалы с добавлениями серы, свинца, селена, при автоматизированной обработке которых образуется мелкая, легко ломающаяся стружка. Предназначены для массовой станочной обработки.
Сплавы холодного штампования. Высокопластичные, не подверженные разрывам материалы, которые могут существенно менять форму без ухудшения параметров качества.
Стойкие к износу. Металлопродукция с высоким процентом марганца, из которой изготавливаются трущиеся детали, подверженные значительным статическим, динамическим нагрузкам.
Сплавы усиленной прочности. Высоколегированные среднеуглеродистые составы со специальными свойствами, разработанные для наиболее ответственных узлов механизмов и конструкций.
Усовершенствованные стали. Среднеуглеродистые, обогащенные марганцем, бором, никелем или молибденом, прошедшие термообработку для улучшения характеристик.
Для изготовления подшипников. Износостойкие, плотные без посторонних включений, пор, имеющие увеличенный ресурс эксплуатации.
Цементируемые материалы. Низкоуглеродистые, износостойкие, используемые для производства конструктивных узлов и отдельных деталей, подверженных трению, импульсным нагрузкам.
Стоимость металлопродукции из конструкционных сталей зависит от состава, габаритов. Актуальные цены изделий идентичных размеров и разных марок приведены на примере каталога крупнейшего российского металлмаркета «Металлсервис».
Круг горячекатаный конструкционный:
Круг горячекатаный никелевый:
Шестигранник горячекатаный конструкционный:
Как выбрать сталь для строительства моста
Мосты относятся к строительным конструкциям наиболее высокой степени надежности. Они работают в тяжелых условиях, испытывая постоянные динамические нагрузки на открытом воздухе. Поэтому к стальному металлопрокату предъявляются повышенные требования к вязкости при нагрузках ударного характера, выносливости по отношению к возникающим напряжениям, устойчивости к воздействию низких температур и коррозии.
Высоки также требования к хладостойкости металлов. Например, для северных регионов, где средняя температура самых холодных суток в году опускается до 50°C и ниже, выбираются сплавы, которые сохраняют свои характеристики при Tmin ниже 50°C. Для умеренного климатического пояса требования к хладостойкости, естественно, ниже.
При расчете дизайн-проекта стального моста учитывают такие характеристики сплавов, как наименьшие пределы прочности на растяжение и текучесть (кгс/мм или МПа, 1 кгс/мм = 10 Мпа), а также наименьшее относительное удлинение (%). Выбираются профили листового, углового, двутаврового, швеллерного и другого проката.
Строительные стали

В число востребованных строительной индустрией материалов входят изделия из металла. Использование прочной стали позволяет возводить высотные дома, габаритные мостовые пролёты, несущие решетчатые конструкции металлических ферм, которые применяют для сооружения объектов различного назначения. Строительные стали являются неотъемлемым элементом в теле железобетонных оснований, перекрытий и других конструкционных элементов. Продукция, ориентированная на строительную отрасль, представлена в основном двумя наиболее распространенными видами стальных изделий:
- профилем;
- арматурой.
Популярными видами профиля считаются трубы разного сечения, швеллеры, уголки. Эти элементы служат для сборки ферм, балок, лестниц. Двутавровые балки применяют для выполнения перекрытий, опор, мостовых сооружений.
Сфера использования металлических прутков в основном сводится к армированию железобетонных изделий.
Определение
Сталью называют сплав, состоящий из железа и углерода. Под качеством материала подразумевают сочетание свойств, зависящих от технологии производства, формирующих его химический состав, однородность строения, механические свойства и технологичность. Термин строительная распространяется на конструкционную малоуглеродистую, низколегированную или нелегированную стали, которые применяются для сооружения металлических конструкций путем сварки, клепки и посредством других соединений.
При строительстве объектов, требующих особой прочности, могут применяться и так называемые легированные стали, в их состав добавляют химические элементы, повышающие физические свойства материала.
Основные требования, предъявляемые к строительной стали – это нормативные параметры прочности, хороший показатель свариваемости, значительная пластичность. Огромное влияние на свойство материала оказывает содержание углерода. Его увеличенная концентрация в составе сплава сказывается на хрупкости и ухудшении свариваемости. Но наряду с этим повышаются такие свойства, как: предел текучести и временное сопротивление.
Немаловажное значение имеет наличие в соединении вредных природных примесей (фосфора, серы и прочих), серьёзно влияющих на качество конечного продукта.
Классификация строительных сталей

Система классификации стали, которая нашла применение в строительной отрасли, подразумевает распределение материала по нескольким параметрам. Первый из них механическая прочность. Разделение по данному показателю определяет три типа стали:
- материал с обычной прочностью;
- повышенной;
- высокой.
ГОСТ по классу прочности сталей строительных предполагает такие характеристики, как временное сопротивление на разрыв и минимальную величину предела текучести.
Вторым признаком, по которому группируют стали – это химический состав.
- Малоуглеродистые отличаются пластичностью, хорошей свариваемостью. Образуют класс С и нашли широкое применение в строительной сфере.
- Низколегированные конструкционные. Эта группа обладает высоким пределом текучести, поэтому выполненные из такого материала конструкции характеризуются меньшим весом. Данный вариант металла имеет повышенную коррозийную стойкость и отличную свариваемость. В строительных низколегированных марках стали содержание легирующих элементов не превышает 2,5%. Этот вид сплава применяется чаще всего в конструкциях сооружений, принимающих на себя значительные нагрузки и расположенных в среде, способствующей образованию коррозий, например, в гидротехническом строительстве.
- Легированные, содержащие в своем составе от 2,5% до 10% специальных добавочных элементов, повышающих физико-химические свойства материала.
Маркировка строительных сталей
Для маркировки материала принята буквенно-цифровая система обозначений. Строительные марки помечают литерой С, цифры свидетельствуют о минимальном пределе текучести сплава. Присутствие других символов дают дополнительные сведения, к примеру, наличие буквы К удостоверяет повышенную антикоррозийную стойкость, а Т указывает, что материал термоупрочен (С390К, С355Т). Наличие буквы Д говорит о повышенном содержании меди. Марки строительной стали С390К, С355Т предназначены для конструкций со сварными и другими соединениями.
Сегодня в строительстве часто применяют конструкционную низкоуглеродистую сталь марок 10, 15, 20. Данные цифры указывают на усредненое содержание углерода в сплаве, исчисляемого в сотых долях процента.
Маркировка малоуглеродистых сталей включает её марку. Находящаяся впереди литера В означает гарантии механических параметров и химических свойств. Буквенные символы в конце: кп, пс или сп уточняют кипящая это сталь, полуспокойная или спокойная.
Последний цифровой индекс – категория материала по требованиям ударной вязкости. Таким образом, маркировка ВСтЗкп2 поясняет, что сталь относится к кипящей, её марка соответствует сплаву СтЗ, отвечая всем требованиям, выдвигаемым к механическим свойствам и химическому составу, а ударная вязкость соотносится с показателем 2.
Выбор марки строительной стали

Все виды строительных конструкций из металла подразделяются согласно действующих норм и правил на девять групп (СНиП 1I-B.3-72) Каждая группа формируется, исходя из эксплуатационных условий, монтирования и типа соединения элементов. Поэтому и марки металлического сплава выбирают, ориентируясь на следующие важные факторы:
- минимальный температурный режим эксплуатации сооружения;
- динамические и вибрационные нагрузки.
СНиПом допускается применение для каждой из групп сооружений нескольких марок стали. Обычно элементы, изготовленные из кипящей стали, не рекомендуют применять в строительстве конструкций, испытывающих серьезные динамические нагрузки и эксплуатируемых в условиях низких температур. Наличие газовых пузырьков, образовавшихся при производстве сплава, концентрируют напряжение. Для таких конструкций подходит спокойный вид стали более полно раскисленный, но стоимость его дороже. Золотую середину занимает полуспокойная сталь.
Технология производства применяемой в строительстве стали постоянно совершенствуется, повышая ее качество и характеристики, что обеспечивает прочность и надежность любых самых сложных конструкций.
Полезная информация
Марки стали. Расшифровка обозначений, применение, ГОСТы на производство
Пример расшифровки стали 12Х18Н10Т (X12CrNiTi18-10):
- 12 – содержание Углерода 0,12%;
- Х18 – содержание Хрома (Cr) 18%
- Н10 – содержание Никеля (Ni) 10%;
- Т – содержание Титана (Ti) не более 1-1,5%, поэтому цифра не указана.
Пример расшифровки стали 09Г2С:
- 09 – содержание Углерода 0,09%;
- Г2 – содержание Марганца (Mn) 2%;
- C – содержание Кремния (Si) не более 1-1,5%, поэтому цифра не указана.
Пример расшифровки стали 20ЮЧ и 20ЮЧА:
- 20 – углерода 0,2%
- Ю – содержанию Алюминия (Al) 0,03-0,1%
- Ч – содержание редкоземельных металлов РЗМ, цирконий Zr, титан Ti, кальций Ca, церий Ce с целью глобуляризации сульфидных неметаллических включений.
- А – стоит в конце марки стали и означает, что сталь высококачественная, т.е. концентрация серы и фосфора в ней не должно превышать 0,025 %
Расшифровка обозначений марки стали.
- Ст – обыкновенная нелегированная сталь. Пример Ст 3 – углерода 0,3% (в десятых доля процента), Ст3кп (кипящая сталь), ст3сп (спокойная сталь), ст3пс (полуспокойная сталь), ст3св (свариваевамя сталь). Отутствие букв – означает спокойная сталь.
- группа А – сталь с гарантируемыми механическими свойствами (поставляемая сталь не подвергается термической обработке). Пример ст 0 – ст 6.
- группа Б – сталь гарантированного состава (подвергаются термической обработке у потребителя). Пример БСт3.
- группа В – сталь с гарантированными составом и механическими свойствами (для сварных конструкций). Пример ВСт3сп.
- Пп – пониженная прокаливаемость. Пример ст 58пп. Применяют для изготовления деталей тонких сечений, требующих высокой поверхностной твердости и подвергаемых термической обработке с нагревом ТВЧ.
- Качественная нелегированная сталь. Пример ст 20 – углерода 0,2% (в сотых долях процента), аналогично ст 10, ст 45, ст 65.
- К – качественная углеродистая сталь. Если буква К стоит в конце марки стали. Пример сталь 20К, сталь 15К. Используется для производства днищ, котлов, сосудов высокого давления.
- Л – литейная конструкционная сталь. Если буква Л стоит в конце маркировки. Пример сталь 110Г13Л – содержит 1,1 % С, около 13 % Mn, литейная. Метод производства этой стали – литьё.
- Конструкционная низколегированная сталь. Пример ст 09Г2С углерода 0,09% (в сотых долях процента), содержание Марганца (Mn) 2%, содержание Кремния (Si) не более 1-1,5%, поэтому цифра не указана.
- С – строительная сталь. Если буква С стоит в начале маркировки. После неё указывается минимальный предел текучести стали. Также применяются дополнительные обозначения: К — повышенная коррозионная стойкость (С390К, С375К); Т — термоупрочнённый прокат (С345Т, С390Т); Д — повышенное содержание меди (С345Д, С375Д).
- Е – сталь с особыми магнитными свойствами. Если буква Е стоит в начале маркировки. Например, сталь марки ЕХ9К5, из которой изготавливают мощные постоянные магниты.
- У – углеродистая инструментальная сталь. Пример сталь У8ГА углерода 0,08%, буква Г – означает повышенное содержание марганца, А – высококачественная сталь.
- А – высококачественная сталь. Если буква А стоит в конце маркировки. Пример сталь 40А, означает, что сталь содержит около 0,40 % углерода и относится к сталям высокого качества.
- Э – электротехническая сталь ЭТС. Её называют технически чистым железом. Тонколистовая сталь, используемая при изготовлении шихтованных магнитопроводов электротехнического оборудования – электромагнитов, трансформаторов, генераторов, электродвигателей. Пример 10880, 21880 и т. д. Первая цифра показывает вид обработки: 1 — кованный или горячекатаный; 2 — калиброванный. Вторая цифра – наличие/отсутствие нормируемого коэффициента старения: 0 — без коэффициента; 1 — с коэффициентом. Третья цифра — это группа по основной нормируемой характеристике. Две последние связаны со значениями основной нормируемой характеристики.
- А – автоматная сталь. Если буква А стоит в начале марки стали. Пример АС20ХГНМ, А12, А20. Сталь с пониженной пластичностью Используется для производства неответственных деталей, шпилек, больтов, гаек массового производства.
- АС – автоматная легированная свинцом (АС35Г2 содержит 0,35 % С, 2 % марганца и свинец менее 1%).
- Р – быстрорежущая инструментальная сталь. Если буква Р стоит в начале марки стали. Пример сталь Р6М5 – вольфрама 6%, молибдена 5%.
- Ш – подшипниковая сталь. Пример сталь ШХ9 – хрома 0,9%, высокое содержание углерода около 1%. Шарикоподшипниковые стали имеют высокую прочность, износоустойчивость, выносливость.
Таблица 1. Расшифровка химических элементов в обозначении марки стали.
Элемент
Элемент в таблице Менделеева
Буква в марке стали
Таблица 2. ГОСТы на производство стали.
Стали высоколегированные и сплавы коррозионно-стойкие, жаростойкие и жаропрочные. Марки.





