Семейство конструкционных сталей — основа машиностроения и строительства
Конструкционная сталь — материал особой прочности и пластичности, что обеспечивает высокую сопротивляемость к разрушению изготовленных из нее конструкций. Представляет собой сплав, определенные характеристики которого позволяют использовать многопрофильный материал для изготовления промышленных механизмов и строительных конструкций.

Что такое конструкционная сталь
К механизмам и конструкциям, используемым на предприятиях обрабатывающей промышленности и строительстве, предъявляются высокие требования по качеству и стойкости. По этой причине металл для их производства должен обладать особыми технологическими свойствами для обеспечения безаварийной эксплуатации в различных условиях окружающей среды. Этим требованиям соответствует группа конструкционных сталей, представители которой наделены заданными параметрами химических, физических и механических свойств.
Состав конструкционных сплавов содержит набор полезных добавок – железо, марганец, медь, кремний и другие элементы, но основным параметром, определяющим все свойства стального проката, является углерод. Увеличение содержания углерода в сплаве повышает прочность металла и порог его хладноломкости, что позволяет стальным конструкциям выдерживать суровые климатические условия, а также высокие промышленные нагрузки.
На начальном этапе классификации семейство конструкционных сплавов разграничивают на две крупные категории:
- сталь углеродистая качественная;
- легированная качественная.
На качество углеродистых сталей влияет содержание в них вредных добавок:
- фосфор (P) наделяет металлопрокат способностью к растрескиванию и поломкам по ходу механической обработки (холодной);
- сера (S) способствует трещинообразованию под действием высокого давления во время горячей обработки (спектр красного каления).
Применение деталей из углеродистого металла с высоким содержанием фосфора и серы оправдано при необходимости повышения степени обрабатываемости изделия методом резания (автоматные виды сталей).

Маркировка
С учетом вредных примесей, маркировка конструкционных сплавов выделяется некоторыми особенностями:
- конгломераты обыкновенного качества, содержащие до 0,05 % вредных добавок, маркируют обозначением «Ст»;
- качественный металл, содержащий максимум 0,035% серно-фосфорных примесей, имеет маркировку «Сталь»;
- высококачественное металлическое сырье, содержащее до 0,025 % примесей, снабжают завершающей буквой «А»;
- особовысококачественные с 0,015 % фосфора и серы маркируют конечной буквой «Ш».
Исходя из сферы применения металлопроката, он бывает строительным (в основном низкоуглеродистый тип) и машиностроительным (средняя и низкоуглеродистая категория). Среднеуглеродистую конструкционную сталь (0,25-0,55 % серы) используют в машиностроении благодаря хорошему сочетанию механических свойств после термической обработки. Металл с низким содержанием углерода применяют для строительных работ по причине хорошей степени свариваемости, низкой склонности к старению.
Углеродистая конструкционная сталь
Качество металлопроката этого типа может быть обыкновенным и высоким. Материал обыкновенного качества более дешевый за счет меньшей очистки от вредных компонентов, отличается большим количеством неметаллических примесей.
Градация по качественному показателю
Конструкционная сталь обыкновенного качества, согласно ГОСТу 380—94, подлежит классификации по трем характерным группам:
- А – сплавы этой группы не требуют дальнейшей термической обработки, что способствует сохранению заводских свойств исходного металла. Маркировка стандартная – буквы «Ст» плюс цифры, обозначающие степень прочности и пластичности – Ст1, Ст3 и т.п.
- Б – гарантированный химический состав материала этой группы поддается раскислению. Маркировка содержит букву «Б» с указанием степени раскисления в конце – БСТ3сп (спокойная), БСт1кп (кипящая). Числом обозначают процент углерода.
- В – группа сталей повышенного качества с гарантированным химическим составом выдерживает механическую обработку. Маркируется буквами ВСт1, ВСт3 и т.д. Для производства изделий из металла этой группы потребуется дополнительная обработка, преимущественно сваркой.
Металлопрокат обыкновенного качественного состава применяют для изготовления деталей, требующих сварки, необходимых для работы в условиях небольших нагрузок. Конструкционную сталь этого типа в основном используют в автомобильной промышленности, а также в строительном деле для конструкций массового предназначения.

Металл обыкновенного типа соответствующих марок используют для производства гвоздей, проволоки, заклепок. Из конструкционного материала выпускают оси и валы, работающие под слабой нагрузкой, различные виды крепежных деталей, используют для получения фасонного проката.
Качественный тип углеродистых сплавов должен соответствовать ГОСТу 1050—88, получение сплавов требует строгого соответствия параметрам состава, плавки, а также разливки. Требования к характеристикам химического состава предусматривают обязательное содержание вредных добавок – по 0,04 % серы и фосфора. Маркировка улучшенных конструкционных материалов расположена в диапазоне чисел 08-85 (Сталь08, Сталь15, Сталь80 и т.д.).
Ограничения
Содержание углерода, обозначаемое цифровым индексом, накладывает определенные ограничения на качество, область применения стальных изделий.
| Наименование | Свойства изделий, сферы применения |
| Низкоуглеродистые | Малонагружаемые детали из этого материала отличаются небольшой прочностью при высокой пластичности и уровне свариваемости. Изделия пригодны для штамповки холодным способом, исключив термическую обработку. Из металлического сплава производят сложные детали для автомобилей, ответственные сварные конструкции |
| Среднеуглеродистые | Среднеуглеродистой конструкционная сталь становится после улучшения методом закалки и горячего отпуска (до 650°С). Эти показатели повышают прочность стальных деталей, но понижают пластичность, что допускает обработку резанием. Улучшенный закалкой материал высокой прочности применяют в машиностроении |
| Высокоуглеродистые | Для высокоуглеродистых материалов характерен высокий процент марганца. Из такого вида металла производят изделия, которым требуется повышенная упругость, износостойкость (рессоры, пружины). После отжига материал хорошо поддается обработке резанием |
| Качественные | Конструкционный материал этой категории содержит увеличенную долю примесей – серно-фосфорных, свинцовых добавок. Качественный металл применяют для выпуска деталей, подвергающихся повышенной обработке, не вредящей металлорежущему инструменту. Это класс автоматных сталей, обогащенных серой, фосфором, свинцом, предназначенных для работы на станках-автоматах |
Для повышения износостойкости металлоизделий применяют графитизацию, наклеп, наплавку. Подобные методы улучшения параметров конструкционной стали позволяют добиться повышения твердости материала, устойчивости его к износу.

Область применения
Конкретную область применения углеродистого металлопроката определяют его характеристики.
| Конструкционные сплавы | Свойства сталей, области применения |
| Машиностроительный | Применяют для производства автомобилей благодаря высоким механическим свойствам, распространяющимся на весь материал. Детали машин отличаются надежностью, хорошо сопротивляются большим нагрузкам, ударному воздействию, сохраняя повышенную прочность |
| Строительный | Из углеродистых сплавов изготавливают мостовые конструкции , фермы, оборудование нефте- и газопроводов. Основное требование к сталям конструкционным этого типа – хороший показатель свариваемости при небольшом объеме легирующих компонентов. Повышению прочности способствует легирование кремнием, а также марганцем |
| Арматурный | Арматурой из стального материала армируют железобетонные конструкции, что способствует повышению их прочности при воздействии нагрузок. Этот тип металла представлен прутками (гладкими, профилированными) и проволокой. В зависимости от требований прочности к конструкциям (предварительно напряженные либо ненапряженные) стальную арматуру упрочняют термической обработкой |
| Пружинный | Свойства упругости используют для изготовления пружинной стали. Основное требование к металлу конструкционного типа – повышенная текучесть, которая достигается методом закалки с отпуском в температурном режиме до 400°С. Такой уровень температуры обеспечивает наивысшее значение предела упругости. Конструкционные стали для особо нагружаемых пружин усиливают добавкой ванадия и хрома |
| Шарикоподшипниковый | К изделиям предъявляется требование особой твердости из-за высоких локальных нагрузок. По этой причине для получения металлопроката выбирают высокоуглеродистую сталь. Легкость закалки при низких температурах и применении масла обеспечивают легированием хромом, для улучшения прокаливания вводят кремниево-марганцевые элементы |
| Цементуемый | Этот вид содержит 0,1-0,25 % углерода, что позволяет использовать их для производства изделий, подвергающихся цементированию. Детали цементуемого и цианируемого класса (болты, шестерни, гайки и т.д.) имеют небольшие размеры при повышенной прочности благодаря введению полезных добавок |
Котельная разновидность углеродистых сплавов производится в виде котельных листов двух типов – толстолистовой материал толщиной свыше 4 мм и тонколистовая основа меньше 4 мм толщиной. Из котельного типа стали изготавливают паровые котлы (водогрейные), а также сосуды (паропроводы, коллекторы, трубы), способные выдерживать повышенные температуры (до 450 o С) при высоком давлении пара. Качественный металлопрокат обладает хорошей свариваемостью, маркируются буквой «К» на конце (12К, 16К, 22К и т.д.).

Особенности легированных сплавов
Наряду с углеродистыми качественными сталями, для конструкций в строительстве, а также для деталей машиностроения и приборостроения применяют легированную сталь. Легирование металла (обогащение основного состава полезными добавками) наделяет готовые изделия рядом специальных свойств, улучшает технологические, прочностные, физико-химические качества.
Добавки в виде марганца, никеля, хрома вводят по одному элементу или группой. В зависимости от процентного содержания дополнительных компонентов выделяют три группы сталей:
- до 2,5-5 % примесей – материал низколегированный;
- до 10 % добавок – металл среднелегированный;
- свыше 10 % примесей – высоколегированный прокат.
Легированная конструкционная сталь применяется для самых ответственных узлов механизмов, подвергаемых особо тяжелым нагрузкам. Для обеспечения высокой конструктивной прочности такие детали обязательно проходят окончательную термическую обработку для гарантии повышенной прочности.
Маркировка легирующих сталей конструкционного типа имеет сложную структуру:
- начинается с двух цифр, обозначающий процентный состав углерода;
- русской буквой прописывают конкретный элемент легирования;
- следующая за буквой цифра указывает процентное содержание этой присадки;
- завершающая буква «А» сообщает, что сталь высококачественная.
Преимущества добавок
Основная задача легирующих компонентов – повысить прокаливаемость сплава, около 90 % которого приходится на феррит, представляющий собой конгломерат углерода с легирующими элементами в твердом виде. После добавления легирующих включений к ферритовой основе происходит их растворение, способствующее уплотнению феррита. Процесс легирования позволяет существенно улучшить качество итогового сплава:
- повысить прочность, не подвергая изделия термической обработке;
- усилить твердость, ударную вязкость, уровень прокаливаемости;
- обогатить особыми свойствами (жаропрочность, стойкость к коррозии).
Разные виды добавок улучшают определенные показатели конструкционной стали. Введение никеля способствует повышению ударной вязкости, а в содружестве с хромом обеспечивает способность к глубокому прокаливанию. Подобное сочетание примесей гарантирует равномерное улучшение свойств конгломерата по всей площади сечения.

Недостатки
К недостаткам хромоникелевого улучшения можно отнести вероятность хрупкости после отпускного процесса. Недостаток устраняют путем введения молибдена (0,2-0,4 %). Область применения легированного материала этого вида – крупные цементируемые изделия (валы, шестерни, шатуны) улучшенной прочности, износостойкости, пластичности. Для существенного усиления этих свойств молибден заменяют присадкой вольфрама, которая устраняет также отпускную хрупкость.
Наиболее распространенный дефект конструкционных сплавов – появление флокенов. Это трещины (белые пятна) внутри стальной детали, которые можно заметить на изломах. Флокены снижают усиление механических свойств, превращая сталь в непригодный для использования материал.
Появление тонких нитеобразных дефектов (волосовины) связано со скоплением неметаллических примесей, представляющих собой продукты раскисления. Их направленность отражает текучесть металла под действием давления во время горячей обработки. Преимущественный состав волосовин – силикатные включения.
Изделия из легированных сплавов малоуглеродистого вида часто страдают от межкристаллических трещин. Причина образующихся дефектов связана усадкой, их расположение обычно совпадает с осью слитка. На поверхность трещины не выходят в отличие от волосовин, с целью их устранения поверхность заготовки подвергают зачистке. Для защиты от появления дефектов, ухудшающих качество металла, разработан ряд специальных мероприятий.
Используемая литература и источники:
- Стали и сплавы. Марочник. Справ. изд./ В. Г. Сорокин и др. Науч. С77. В. Г. Сорокин, М. А. Гервасьев — М.: «Интермет Инжиниринг», 2001
- Статья в Википедии
- Лахтин Ю. М. Основы металловедения. — М.: Металлургия, 1988.
- Degarmo, E. Paul; Black, J T.; Kohser, Ronald A. (2003), Materials and Processes in Manufacturing (9th ed.), Wiley
6. Конструкционные материалы
6.1. Свойства конструкционных материалов
Все конструкционные материалы можно условно разделить на однородные икомпозиционные, металлические и неметаллические(Рисунок 6.1).
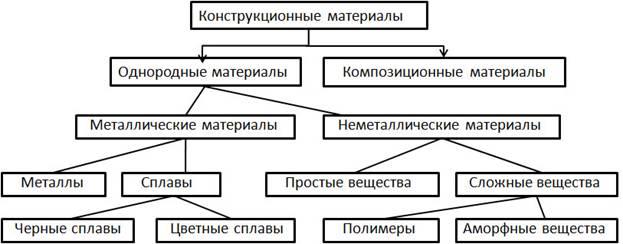
Рисунок 6.1– Классификация конструкционных материалов
Металлы – химические элементы, образующие в свободном состоянии простые вещества с металлической связью между атомами.
Сплавы– твердые вещества, образованные сплавлением двух или более компонентов. Сплав образуется в результате как чисто физических процессов (растворение, перемешивание), так и в результате химического взаимодействия между элементами. Разнообразие состава типов межатомной связи и кристаллических структур сплавов обуславливает значительное различие их физико-химических, электрических, магнитных, механических, оптических и других свойств. Сплавы на основе железа называютсячерными, на основе других металловцветными.
Неметаллические материалы– неорганические и органические материалы, композиционные материалы на неметаллической основе, клеи, герметики, лакокрасочные покрытия, графит, стекло, керамика и т.д.
Полимеры– вещества, макромолекулы которых состоят из многочисленных элементарных звеньев (мономеров) одинаковой структуры.
Композиционные материалы– гетерофазные (состоящие из различных по физическим и химическим свойствам фаз) системы, полученные из двух и более компонентов с сохранением индивидуальности каждого отдельного компонента.
материал является однородным в макромасштабе и неоднородным в микромасштабе (компоненты различаются по свойствам, между ними существует явная граница раздела);
один из компонентов, обладающий непрерывностью по всему объему, является матрицей; компонент прерывистый, разделенный в объеме композиции, считается усиливающим или армирующим.
В приборостроении большое применение находят различные неметаллические материалы, такие как пластмассы, резина, стекло, керамика, лакокрасочные и клеевые материалы, причем с развитием химии и новых технологий доля неметаллических материалов в приборостроении постоянно увеличивается.
Выбор пластмасс определяется назначением детали и характерной особенностью ее получения (прессование, литье и другие способы), причем особенности строения, механические и физические свойства пластмасс существенно влияют на конструкцию детали и способ ее изготовления.
Применение порошковых материалов определяется необходимостью изготовления изделий с особыми свойствами и структурой, которые недостижимы другими методами производства, либо изделий с обычным составом, структурой и свойствами, но при значительно более выгодных экономических показателях производства.
Свойства конструкционных материалов подразделяются на:
К механическим свойствам относятся:
Эти свойства определяют прочность и долговечность конструкции.
Прочность– это способность материала сопротивляться деформации и разрушению.
Деформациейназывается изменение размеров и формы тела под действием внешних сил. Деформации подразделяются на упругие и пластические. Упругие деформации исчезают после окончания действия сил, а пластические остаются.
Пластичность– способность материала деформироваться. Пластичность обеспечивает конструктивную прочность деталей под нагрузкой и нейтрализует влияние концентраторов напряжений – отверстий, вырезов и т.п. При пластическом деформировании металла одновременно с изменением формы изменяется ряд свойств, в частности при холодном деформировании повышается прочность, но снижается пластичность.
Большинство механических характеристик материалов определяют в результате испытания образцов на растяжение (ГОСТ 1497-84).
При растяжении образцов с площадью поперечного сечения S и рабочей (расчетной) длиной lо строят диаграмму растяжения в координатах: нагрузкаP– удлинение ∆lобразца (рисунок 6.2).

Рисунок 6.2 – Диаграмма растяжения
Диаграмма растяжения характеризует поведение металла при деформировании от момента начала нагружения до разрушения образца. На диаграмме выделяют три участка:
упругой деформации – до нагрузки Рупр;
равномерной пластической деформации от Рупр до Рмах;
и сосредоточенной пластической деформации от Рмахдо Рк.
Если образец нагрузить в пределах Рупр, а затем полностью разгрузить и замерить его длину, то никаких последствий нагружения не обнаружится.
Закон Гука для линейного участка диаграммы: σ = Е ε, где Е – называется модулем упругости или модулем Юнга. Е имеет размерность кг/см 2 и является одной из физических констант материала. Модуль упругости при растяжении численно равен тангенсу угла наклона диаграммы напряжений к оси абсцисс.
Между относительной поперечной деформацией и относительной продольной деформацией при простом растяжении и сжатии в пределах применимости закона Гука существует постоянное соотношение, абсолютная величина которого называется коэффициентом Пуассонаμ = ε 1 /ε – безразмерная величина и для всех изотропных материалов лежит в пределах 0 – 0,5 ( 0 для пробки, 0,5 для каучука, для стали 0,3 ).
При нагружении образца более Рупрпоявляетсяостаточная (пластическая) деформация.Пластическое деформирование идет при возрастающей нагрузке, так как металл упрочняется в процессе деформирования. Упрочнение металла при деформировании называетсянаклепом.
При дальнейшем нагружении пластическая деформация, а вместе с ней и наклеп все более увеличиваются, равномерно распределяясь по всему объему образца. После достижения максимального значения нагрузки Рмахв наиболее слабом месте появляется местное утонение образца – шейка, в которой в основном и протекает дальнейшее пластическое деформирование. В связи с развитием шейки, несмотря на продолжающееся упрочнение металла, нагрузка уменьшается отРмахдо Рк, и при нагрузке Ркпроисходит разрушение образца. При этом упругая деформация образца исчезает, а пластическая ∆lостостается.
При деформировании твердого тела внутри него возникают внутренние силы. Величину сил, приходящуюся на единицу площади поперечного сечения образца, называют напряжением.Размерность напряжения МПа.
Пользуясь указанными характеристиками, и зная площадь сечения образца S, определяют основные характеристики прочности материала:
σпц= Рпц/S– предел пропорциональности; σуп= Руп/S– предел упругости; σт= Рт/S– предел текучести; σв= Рмах/S– предел прочности или временной сопротивление; σк= Рк/S– напряжение в момент разрыва.
Поскольку диаграмма растяжения металлов характеризует не только свойства металлов, но и размеры образца, то ее принято перестраивать в относительных координатах σ – ε, такая диаграмма называется диаграммой напряжений.
Пластичностьхарактеризуется относительным удлинением и относительным сужением
и относительным сужением :
:

где l,S– начальные длина и площадь поперечного сечения образца;lk,Sk – конечная длина и площадь в месте разрыва.
Допустимые значения напряжений в расчетах выбирают меньше в 1,5 – 2,5 раза.
Твердость– это сопротивление материала проникновению в его поверхность стандартного тела (индентора). О твердости судят либо по глубине проникновения индентора, либо по величине отпечатка от вдавливания. Во всех случаях происходит пластическая деформация материала. Чем больше сопротивление материала пластической деформации, тем выше твердость.
Наибольшее распространение получили методыопределения твердости Бринелля, Роквелла, Виккерса и микротвердости. Схемы испытаний представлены на Рисунке 3.4.

Рисунок 6.3 – Схема определения твердости материала по Бринеллю (а), по Роквеллу (б), по Виккерсу (в).
Твердость по Бринеллю определяют на твердомере Бринелля.В качестве индентора используется стальной закаленный шарик диаметром Д = 2,5; 5; 10 мм, в зависимости от толщины изделия.
Полученный отпечаток измеряется в двух направлениях при помощи лупы Бринелля. Твердость определяется как отношение приложенной нагрузки Р к сферической поверхности отпечатка.
Метод Роквелла основан на вдавливании в поверхность под определенной нагрузкой наконечника в виде шарика или алмазного конуса. Для мягких материалов (до НВ 230) используется стальной шарик диаметром 1/16” ( 1,6 мм), для более твердых материалов – конус алмазный.
Нагружение осуществляется в два этапа. Сначала прикладывается предварительная нагрузка Р(100 н) для плотного соприкосновения наконечника с образцом. Затем прикладывается основная нагрузка Р1, в течение некоторого времени действует общая рабочая нагрузка Р. После снятия основной нагрузки определяют значение твердости по глубине остаточного вдавливания наконечникаhпод нагрузкойP.
Твердость по Виккерсуопределяется по величине отпечатка индентора: алмазная четырехгранная пирамида с углом при вершине 136 o .
Твердость рассчитывается как отношение приложенной нагрузки Р к площади поверхности отпечатка.
Нагрузка Р составляет 50…1000 н. Диагональ отпечатка dизмеряется при помощи микроскопа, установленного на приборе.
Преимущество данного способа в том, что можно измерять твердость любых материалов, тонких изделий, поверхностных слоёв. Метод обеспечивает высокую точность при высокой чувствительности.
Способ микротвердости– используется для определения твердости отдельных структурных составляющих и фаз сплава, очень тонких поверхностных слоев (сотые доли миллиметра). Метод аналогичен способу Виккерса. Индентор – пирамида меньших размеров, нагрузки при вдавливанииPсоставляют 5…500 н.
Ударная вязкостьхарактеризует надежность материала, его способность сопротивляться хрупкому разрушению. Испытания на ударную вязкость производят на маятниковых копрах. Испытуемые образцы имеют надрезы определенной формы и размеров. Образец устанавливают на опорах копра надрезом в сторону, противоположную удару ножа маятника, который поднимают на определенную высоту. Ее определяют по ГОСТ как удельную работу разрушения призматического образца с концентратором (надрезом) посередине одним ударом маятникового копра: КС = К/S, где К – работа разрушения;S- площадь поперечного сечения образца в месте концентратора. Измеряется в МДж/м 2 .ОбозначаютKCU,KCV,KCT,U,V,T- вид концентратора (U,V- образный; Т – трещина усталости).
Технологические свойства конструкционных материалов.
Технологические свойства характеризуют способность материала подвергаться различным способам холодной и горячей обработки.
К технологическим свойствам металлов и сплавов относятся:
обрабатываемость режущим инструментом.
Эти свойства позволяют производить формоизменяющую обработку и получать заготовки и детали машин.
Литейные свойства характеризуют способность материала к получению из него качественных отливок.
Литейные свойства определяются способностью расплавленного металла или сплава к заполнению литейной формы (жидкотекучесть), степенью химической неоднородности по сечению полученной отливки (ликвация), а также величиной усадки – сокращением линейных размеров при кристаллизации и дальнейшем охлаждении.
Способность материала к обработке давлением – это способность материала изменять размеры и форму под влиянием внешних нагрузок не разрушаясь (обработка без снятия стружки). Она контролируется в результате технологических испытаний, проводимых в условиях, максимально приближенных к производственным. Листовой материал испытывают на перегиб и вытяжку сферической лунки. Проволоку испытывают на перегиб, скручивание, на навивание. Трубы испытывают на раздачу, сплющивание до определенной высоты и изгиб. Критерием годности материала является отсутствие дефектов после испытания.
Свариваемость– это способность материала образовывать неразъемные соединения требуемого качества при сварке. Свойство оценивается по качеству сварного шва.
Обрабатываемость резанием– характеризует способность материала поддаваться обработке режущим инструментом. Оценивается по стойкости инструмента и по качеству обработанной поверхности.
Технологические свойства часто определяют выбор материала для конструкции. Разрабатываемые материалы могут быть внедрены в производство только в том случае, если их технологические свойства удовлетворяют необходимым требованиям.
Современное автоматизированное производство, предъявляет к технологическим свойствам материала особые требования: проведение сварки на больших скоростях, ускоренное охлаждение отливок, обработка резанием на повышенных режимах и т. п. при обеспечении необходимого условия – высокого качества получаемой продукции.
Эксплуатационные свойствахарактеризуют способность материала работать в конкретных условиях:
износостойкость – способность материала сопротивляться поверхностному разрушению под действием внешнего трения;
коррозионная стойкость – способность материала сопротивляться действию агрессивных кислотных и щелочных сред;
жаростойкость – способность материала сопротивляться окислению в газовой среде при высокой температуре;
жаропрочность – это способность материала сохранять прочность и твердость при высоких температурах;
хладостойкость – способность материала сохранять пластические свойства при отрицательных температурах;
антифрикционность – способность материала прирабатываться к другому материалу.
Эти свойства определяются специальными испытаниями в зависимости от условий работы изделий. При выборе материала для создания конструкции необходимо учитывать конструкционные, технологические и эксплуатационные свойства.
Сварка плавлением. Шесть основных видов по источникам теплоты, их характеристика и применение
Под термином «сварка плавлением» подразумевается термический процесс, проводимый способом оплавления соединяемых поверхностей без их сжатия с добавлением расплавленного присадочного металла (вводится при необходимости в сварочную ванну к основному металлу).
Сварка подходит для всех металлов и сплавов, включая те, которые при нагреве сразу принимают жидкое состояние (бронза, сплавы литейные магния и алюминия, чугун). Можно использовать для соединения неметаллических материалов – керамики, стекла, графита.
ГОСТы
Термины, определения, требования и другие сведения, касающиеся сварки плавлением, прописаны в ГОСТах, которые обязательны к выполнению. Перечень некоторых стандартов:
Виды и характеристика
Сварка плавлением относится к термическому классу и включает формы, выполняемые с применением тепловой энергии.
В зависимости от источника нагрева существуют следующие виды:
- Дуговая.
- Электрошлаковая.
- Лазерная.
- Газовая.
- Плазменная.
- Электронно-лучевая.
Дуговая
Электродуговая сварка – распространенный вид. Применяется в быту, мелкомасштабном производстве, промышленности. Ее действие основано на получении тепла с помощью дугового разряда, который возникает между электродом и свариваемым металлом. Источник энергии – постоянный или переменный ток.
Под воздействием тепла торец электрода и кромки соединяемых деталей расплавляются, образуется сварочная ванна, некоторое время находящаяся в расплавленном состоянии. Сварное соединение образуется после затвердевания металла.
Виды дуговой сварки зависят от факторов:
- типа дуги – прямого действия (зависимая) или косвенного действия (независимая);
- степени механизации процесса – ручная, полуавтоматическая, автоматическая;
- вида тока и полярности – постоянный ток прямой (на электроде – минус) или обратной (на электроде – плюс) полярности или переменный ток;
- степени защиты участка проводимых работ от атмосферного воздействия – без защиты (голый или со стабилизирующим покрытием электрод), с защитой (шлаковой, шлакогазовой, газовой, комбинированной);
- свойств электрода – сварка плавящимся или неплавящимся электродом.
Плавящимся электродом
Является разновидностью дуговой сварки, при которой электрод расплавляется и служит присадочным материалом. Образование сварного шва происходит в результате расплавления электрода и кромок металла.
Плавящиеся электроды бывают медными, стальными, алюминиевыми.
Неплавящимся электродом
Это процесс, выполняемый с использованием не расплавляющегося во время сварки электрода. Заполнение шва происходит металлом свариваемых деталей. Неплавящиеся электроды представляют собой стержни из электропроводящего материала (угольный, вольфрамовый или графитовый).
Действие требует введения в сварочную ванну присадочной проволоки. При работе с химически активными металлами используют сварку в защитных газах (аргон, гелий, их смесь). Способ находит применение в нефтеперерабатывающей, химической, пищевой, теплоэнергетической, автомобилестроительной сферах. Подходит для соединения цветных металлов и наплавки твердых сплавов.
Электрошлаковая
Источником нагрева служит тепло, которое выделяется в жидкой ванне при прохождении электрического тока через расплавленный шлак (флюс).
Принцип действия заключается в прохождении электрического тока по электроду, расплавленному шлаку, основному металлу. Этим обеспечивается расплавление базисного и присадочного металлов и специального флюса, постоянно поступающего в ванну.
 Примерная стоимость сварочного флюса на Яндекс.маркет
Примерная стоимость сварочного флюса на Яндекс.маркет
- по виду электрода (проволочный, пластинчатый, плавящийся мундштук);
- по числу электродов (одно-, двух-, многоэлектродная);
- по наличию колебаний электрода (без колебаний, с колебаниями).
Электрошлаковый способ сваривания применяют при соединении деталей, имеющих толщину 15-600 мм.
Лазерная
Для нагрева используется энергия излучения лазера. Процесс состоит в расплавлении кромок металла лазерным лучом. Его образование происходит от источника света, получаемого вследствие излучения фотонов возбужденными атомами.
Поток лазерного излучения направляется в фокусирующую систему, превращается в пучок меньшего размера и отправляется на свариваемые детали. Луч проникает в материал, поглощается, нагревает его и расплавляет, в результате чего формируется сварной шов.
- микросварка;
- минисварка;
- макросварка.
Применяется для соединения нержавеющей стали, титана, алюминия, элементов автомобилей, в радиоэлектронике, электронной технике. Точечная сварка – при ремонте оправ очков, ювелирных украшений.
Газовая
Источник нагрева – тепло пламени газов, сжигаемых в кислороде, с использованием горелки. Выделяемое тепло оплавляет поверхность свариваемых деталей и присадочный материал, образуя сварочную ванну – металл шва в жидком состоянии.
Виды горючих веществ, смешиваемых с кислородом:
- ацетилен;
- водород;
- бутан;
- пропан;
- бензин.
Благодаря медленному и плавному нагреву металла, газовую сварку применяют для соединения деталей из чугуна, цветных металлов, инструментальной стали. Используют для твердой пайки, наплавочных и ремонтных работ.
Плазменная
Нагрев осуществляется с помощью сжатой дуги. Энергоносителем служит электрический разряд. Источник нагрева – плазма, высокотемпературный ионизирующийся газ. Для самопроизвольной ионизации необходима температура более 5500° С.
Принцип действия плазменной сварки основан на процессе расплавления металла потоком плазмы, генерируемым сжатой дугой, расположенной в плазмотроне. Дуга обдувается газом, который нагревается и ионизируется. В результате заряженные частицы газа превращаются в направленный поток плазмы, который выдувается соплом плазмотрона.
Применяют в приборостроении, авиационной промышленности, для соединения молибдена, вольфрама, сплавов никеля, нержавеющих сталей.
Благодаря глубокому проплавлению металла, возможна сварка листовых металлов с толщиной до 9 мм.
Электронно-лучевая
Источник нагрева – энергия ускоренных электронов сфокусированного электронного луча, который формируется электронной пушкой. Процесс сварки проводится в вакуумной камере с помощью электронного луча.
Плавление металла происходит вследствие энергии, полученной в результате интенсивной бомбардировки быстро передвигающимися в вакууме электронами места сварки. Кинетическая энергия электронов после их удара о поверхность деталей превращается в тепловую. Металл плавится, и образуется сварочный шов.
Метод применяется в авиационной, космической отрасли, приборостроении.
Историческая справка об изобретении сварки
Сваркой называется технологический процесс получения неразъемных соединений посредством установления межатомных связей между свариваемыми частями при их местном или общем нагреве, или пластическом деформировании, или совместном действии того и другого.
В 1802 г. русский ученый Петров В.В. открыл электрический дуговой разряд и указал на возможность использования его для расплавления металла. На Западе принято считать, что первым в этом был английский ученый Хамфрей Дэйвис, работы которого в этой области также относятся к началу XIX века. В 1882 г. русский инженер Бенардос Н.Н. открыл способ электродуговой сварки металлов неплавящимся угольным электродом. Им были также разработаны способы дуговой сварки в защитном газе, дуговой резки и др. Несколькими годами позже (в 1888 г.) другой русский инженер Славянов Н.Г. предложил производить дуговую сварку плавящимся металлическим электродом. Он создал первый сварочный генератор, предложил флюсы, позволяющие получить высококачественные сварные швы. Работы Славянова Н.Г. и других ученых были использованы шведским инженером Оскаром Кельбергом, который в 1907 году создал первый покрытый электрод. Так была изобретена сварка покрытыми электродами. При этом использовался постоянный ток, получаемый от сварочных генераторов. Сварку покрытыми электродами на переменном токе стали применять начиная с 20-х годов XX-го столетия.
 |
 |
| Держатели для дуговой сварки угольным электродом, предложенные Н.Н. Бенардосом | |
В 30 – 40-х годов прошлого столетия был разработан способ полуавтоматической и автоматической сварки под флюсом, позволяющий повысить производительность процесса сварки в несколько раз.
С 1920 года получил промышленное применение способ дуговой сварки неплавящимся электродом в инертных газах (ТИГ). Хотя первый патент, относящийся к данному способу сварки, был зарегистрирован еще в 1890 году.
Дуговая сварка плавящимся электродом в защитных газах (МИГ/МАГ) впервые была предложена в США в 1948 году.
В 1950-52 г. группой советских ученых под руководством Любавского К.Ф. и Новожилова Н.М. разработан способ сварки в среде углекислого газа низкоуглеродистых и низколегированных сталей.
В настоящее время сварка покрытыми электродами, сварка плавящимся и неплавящимся электродом в защитных газах, а также сварка под флюсом, которые являются электрическими дуговыми способами сварки, широко применяются в промышленности.
Однако существуют и другие (не дуговые) способы сварки. Так одним из широко применяемых не дуговых способов сварки является контактная сварка, при которой расплавление металла деталей в точке их соединения происходит за счет выделения тепла в месте контакта при прохождении электрического тока. Первые патенты по этому способу сварки относятся к 1885 году.
В настоящее время нашли применение и такие способы сварки как электронно-лучевая, лазерная, индукционная, сварка трением и другие.
Классификация основных способов сварки
Сварка является одним из процессов соединения материалов. Как показано на схеме ниже, все существующие способы сварки могут быть разделены на две основные группы:
– сварку плавлением: газовая, электрическая дуговая, электрошлаковая, электронно-лучевая, лазерная и др.;
– сварку давлением: контактная, трением, диффузионная, ультразвуком и др.
Сварка плавлением осуществляется плавлением кромок соединяемых деталей и присадочного материала с образованием общей сварочной ванны. Сварное соединение образуется без внешних усилий.
Сварка давлением осуществляется посредством установления межатомных связей между соединяемыми частями с применением внешних усилий.

Принципы основных способов электродуговой сварки плавлением
Электрическая дуговая сварка – источником тепла является электрическая дуга. К этому виду сварки относится: ручная дуговая сварка покрытыми электродами (ММА), электродуговая сварка в среде защитных газов (МИГ/МАГ и ТИГ), электродуговая сварка под флюсом, плазменная сварка и другие способы сварки.
Газовая сварка – химический способ сварки плавлением, источником нагрева металла которой является тепловая энергия, получаемая в результате химического процесса сгорания газообразного (или парообразного) горючего в смеси с кислородом. Сварной шов формируется за счет основного и присадочного металлов, расплавленных газовым пламенем.

Схема газовой сварки
Ручная дуговая сварка покрытыми электродами (ММА). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного и электродного металлов.

Схема сварки ММА
Механизированная дуговая сварка плавящимся электродом в защитном газе (МИГ/МАГ). Источником нагрева металла является электрическая дуга. Сварной шов формируется за счет расплавленного основного металла и металла электродной проволоки (сплошного сечения или порошковой).

Схема сварки МИГ/МАГ
Дуговая сварка неплавящимся (вольфрамовым) электродом в инертном газе. Источником нагрева металла является электрическая дуга. Сварной шов формируется либо только за счет расплавленного основного металла, либо также и за счет металла присадочной проволоки.

Схема сварки ТИГ
Сварка алюминия
 Алюминий обладает широким спектром достоинств: небольшая масса; высокая тепло- и электропроводность; устойчивость к механическим нагрузкам. Данные преимущества способствует активному использованию данного металла в различных сферах деятельности. Одним из немногих недостатков алюминия является плохая свариваемость. Качественно выполненная сварка по алюминию по силам исполнителю любого уровня. Однако, для этого необходимо строго следовать рекомендациям и выполнять работы строго поэтапно.
Алюминий обладает широким спектром достоинств: небольшая масса; высокая тепло- и электропроводность; устойчивость к механическим нагрузкам. Данные преимущества способствует активному использованию данного металла в различных сферах деятельности. Одним из немногих недостатков алюминия является плохая свариваемость. Качественно выполненная сварка по алюминию по силам исполнителю любого уровня. Однако, для этого необходимо строго следовать рекомендациям и выполнять работы строго поэтапно.
- Чем обусловлена низкая свариваемость алюминия
- Как правильно варить алюминий
- Методы сварки алюминия
- Ручная дуговая сварка алюминия электродами
- Автоматическая дуговая сварка
- Газовая сварка
- Полуавтоматическая сварка
- Сварка в среде инертных газов
- Электрошлаковая сварка
- Лазерная сварка
- Плазменная сварка
- Электронно-лучевая сварка
- Сварка алюминия в домашних условиях: возможно ли?
Чем обусловлена низкая свариваемость алюминия
Существует несколько причин, по которым алюминий обладает низким уровнем сваривания:
- Изделия из алюминия и его сплавов покрыты тугоплавкой оксидной пленкой, обладающей большей плотностью и температурой плавления, чем сам металл. Это усложняет сварочный процесс и способствует загрязнению наплавленного металла.
- Формирование сварочной ванны затрудняется из-за высокой текучести алюминия в расплавленном состоянии. Поэтому рекомендуется использование теплоотводящих подкладок.
- Высокий коэффициент линейного расширения приводит к деформации соединения во время его остывания.
- Состав алюминия включает водород, который уменьшает пластичность и прочность металла. При застывании водород стремится выйти наружу, что способствует образованию дефектов в шве: поры и трещины.
- Высокая теплопроводность данного металла требует проводить сварку с помощью мощных источников тепла.

Как правильно варить алюминий
Сварочный процесс начинается с предварительной подготовки рабочих кромок. Главная цель – очистка поверхности, которая проводится в несколько этапов:
- заготовки нужно тщательно зачистить с помощью химических составов;
- после высыхания поверхность необходимо обезжирить любым растворителем: ацетон, авиационный бензин, уайт-спирит или другой жидкостью;
- если свариванию подлежат изделия толщиной свыше 4 мм., то кромки следует разделать;
- завершающей процедурой является очищение кромок от оксидного слоя; для этого применяются следующие инструменты: напильник, наждачная бумага, щетка с ворсинками из стали.
Методы сварки алюминия
Для работы с алюминием и его сплавами применяются различные методы соединения, подразумевающие использование разного оборудования и материалов. Далее мы рассмотрим, как правильно сваривать алюминий по каждой отмеченной технологии.
Ручная дуговая сварка алюминия электродами
 1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА). Данный способ применяется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn; толщина изделий не превышает 4 мм.
1. Ручная дуговая сварка алюминия покрытыми электродами (технология ММА). Данный способ применяется для неответственных конструкций из чистого алюминия и его сплавов: AlSi, AlMg и AlMn; толщина изделий не превышает 4 мм.
Этот метод обладает несколькими недостатками:
- пористость и низкая прочность шва подразумевает невысокое качество соединения;
- большое количество брызг расплавленного металла;
- плохая отделяемость шлаковой корки, которая может вызвать коррозию.
Сваривание выполняется постоянным током обратной полярности без поперечных колебаний. Силу тока следует рассчитывать следующим образом: 25-30 А на 1 мм. электрода.
Для сварки алюминия предназначены несколько марок электродов: ОЗА, ОЗАНА и УАНА. Полный перечень представлен в разделе “Электроды по алюминию”.
Для получения более качественного соединения рекомендуется подогреть детали перед сваркой: изделия средней толщины до температуры 250-300°С, для массивных конструкций – до 400°С.
Полная информация представлена в статье “Сварка алюминия электродами”.
[ads-pc-2][ads-mob-2]
2. Ручная дуговая сварка также может осуществляться угольными электродами. Данный метод предназначен для неответственных конструкций. Сварка алюминия угольным электродом производится постоянным током прямой полярности. При работе с изделиями толщиной более 2,5 мм выполняется разделка кромок. Диаметр прутка составляет от 2 до 8 мм. Флюс наносится на стержень или на рабочую поверхность в виде пасты. 
3. Ручная дуговая сварка вольфрамовым электродов проводится в инертном газе (технология AC TIG). Данный способ является самым распространенным, применяется в тех случаях, когда к соединению предъявляются высокие требования по следующим свойствам: прочность и эстетичность. При работе используются стержни диаметром от 1,6 до 5 мм. и присадочные прутки – от 1,6 до 4 мм. в поперечном сечении.
Сварка алюминия вольфрамовым электродом проводится в защитной среде из аргона или гелия. Питание электрической дуги осуществляется от источника переменного тока, что позволяет разрушать оксидную пленку.
- Угол между электродом и рабочей поверхностью должен составлять 70-80°; между присадочной проволокой и электродом – 90°. Длина дуги – от 1,5 до 2,5 мм.
- Присадка подается короткими возвратно-поступательными движениями. Поперечные движения электрода и присадочного прутка недопустимы.
- Горелка движется вслед за прутком.
- Под алюминиевое изделие следует класть прокладку из меди и стали, которая будет выполнять теплоотводящую роль. Это исключит образование дыр, особенно при работе с тонким металлом.
- Размеры сварочной ванны должны быть минимальными.
- Подача аргона начинается за 5-7 секунд до возбуждения дуги, а выключается через 5-7 секунд после её обрыва.
Автоматическая дуговая сварка

На фото: автоматическая сварка под флюсом. Сваривается сталь, картинка приведена для общего представления процесса.
Автоматическая сварка алюминия производится полуоткрытой дугой по слою флюса или закрытой дугой под флюсом.
В первом случае используются плавящиеся электроды и фторидно-хлоридные флюсы. С обратной стороны сварного соединения рекомендуется использовать стальную подкладку, что поможет избежать протеков расплавленного металла. Сваривание осуществляется постоянным током обратной полярности. Высокая концентрация энергии обеспечивает глубокое проплавление основного металла. Достаточно мощная дуга хорошо прогревает изделие, поэтому предварительный подогрев не нужен. Также нет необходимости в скосе кромок при работе с деталями толщиной более 20-25 мм.
Автоматическая сварка под флюсом проводится расщепленным электродом (т.е. двумя электродными проволоками, одновременно подаваемыми в сварочную ванну) с применением переменного или постоянного тока обратной полярности. Необходимо использовать флюсы с пониженной электроводностью.
Газовая сварка
 В качестве горючего газа, чаще всего, используется ацетилен, расход которого (по мощности горелки) должен составлять 100 л/ч на 1 мм. толщины свариваемого изделия.
В качестве горючего газа, чаще всего, используется ацетилен, расход которого (по мощности горелки) должен составлять 100 л/ч на 1 мм. толщины свариваемого изделия.
Также исполнителю понадобится присадочный пруток, представляющий собой проволоку из алюминия или его сплавов. Ее диаметр зависит от толщины рабочего изделия и варьируется в диапазоне от 1,5 до 5,0 мм.
Данная технология подразумевает использование специальных флюсов, которые предотвращают окисление металла и способствуют удалению оксидов. Флюс вводится в рабочую зону либо вместе с присадочным прутком, либо в виде пасты на свариваемые кромки. Флюсы удаляются после сварки посредством промывания сварных швов теплой водой или двухпроцентным раствором хромовой кислоты.
Полуавтоматическая сварка

Технология DC MIG подразумевает осуществление сварки в защитной среде, специальная проволока подается в автоматизированном режиме. На производстве исполнители применяют импульсные полуавтоматы, обеспечивающие высокую эффективность работ и отличное качество соединения. Однако, бытовая сварка может выполняться и обычным полуавтоматом.
Данный метод характеризуется несколькими особенностями:
- сваривание производится постоянным током обратной полярности;
- состав сварочной проволоки должен соответствовать основному металлу.
Основные преимущества данного способа:
- возможность проводить сваривание деталей различных размеров;
- дугу можно контролировать при любом положении горелки;
- широкий диапазон настроек позволяет проводить сваривание разными режимами;
- обеспечение экономного расхода электроэнергии и расходных материалов;
- высокий КПД аппарата, который может достигать 95%.
Недостатки полуавтоматического режима:
- электронные схемы агрегатов плохо переносят низкие температуры;
- перепады температур могут вызвать конденсат и вывести аппарат из строя.
Полуавтоматическая сварка алюминия может проводиться и без защитных газов.
[ads-pc-3][ads-mob-3]
Сварка в среде инертных газов
 Сварка алюминия в среде инертных газов проводится с помощью вольфрамовых и плавящихся электродов. Защитная среда может состоять из аргона высшего или первого сорта, гелия повышенной чистоты или смеси аргона с гелием.
Сварка алюминия в среде инертных газов проводится с помощью вольфрамовых и плавящихся электродов. Защитная среда может состоять из аргона высшего или первого сорта, гелия повышенной чистоты или смеси аргона с гелием.
Сварка алюминия неплавящимся электродом применяется для металла толщиной до 12 мм., при этом диаметр расходников должен составлять 2-6 мм. Присадочную проволоку исполнитель подбирает в зависимости от марки основного металла, диаметр проволоки 2-5 мм. Ручная аргонная сварка осуществляется с помощью установок переменного тока.
Существуют рекомендуемые режимы сварки алюминиевых изделий вольфрамовым электродом
| Толщина металла, мм. | Диаметр вольфрамового электрода, мм. | Диаметр присадочной проволоки, мм. | Сила тока в аргоне, А | Сила тока в гелии, А |
| 1-2 | 2 | 1-2 | 50-70 | 30-40 |
| 4-6 | 3 | 2-3 | 100-130 | 60-90 |
| 4-6 | 4 | 3 | 160-180 | 110-130 |
| 6-10 | 5 | 3-4 | 220-300 | 160-240 |
| 11-15 | 6 | 4 | 280-360 | 220-300 |
Сварка тонких алюминиевых листов (до 3 мм.) производится в один проход с использованием теплоотводящей подкладки. Изделие толщиной 4-6 мм. сваривается без скоса кромок за два прохода с обеих сторон. Детали толщиной более 6 мм. требуют V-образной или X-образной разделки с четырьмя проходами.
Сваривание изделий с помощью плавящихся электродов может выполняться в среде чистого аргона или в смеси аргона и гелия. Диаметр стержня – 1,5-2,5 мм.
Соединение осуществляется постоянным током обратной полярности.
Электрошлаковая сварка
Данная технология применяется для сваривания изделий из алюминия и сплавов, толщина стенок которых расположена в диапазоне 50-250 мм. Соединение проводится на переменном токе с помощью плавящихся мундштуков (набор пластин или стержней с каналами для подачи электродной проволоки) или пластинчатых электродов.
Швы малой протяженности следует сваривать пластинчатыми электродами. Для протяженных швов рекомендуется применять плавящиеся мундштуки, через которые в зону сварки будут подаваться ленты или проволоки. Также необходимо применение флюсов на основе галогенидов щелочноземельных и щелочных металлов.
Соединение формируется с помощью медных или графитовых кристаллизаторов.
Лазерная сварка
 Данная технология используется в основном на производстве. Перед сваркой поверхность необходимо очистить от загрязнений.
Данная технология используется в основном на производстве. Перед сваркой поверхность необходимо очистить от загрязнений.
Использование лазера обеспечивает высокую точность соединения, позволяет уменьшить зону термического воздействия и толщину шва. Также данная технология обладает ещё несколькими достоинствами:
- возможность создавать швы сложной формы;
- высокий уровень производительности;
- оперативность сварочного процесса и, чаще всего, его автоматизация;
- экологически безопасный режим сварки;
- сваривание может проводиться в любом пространственном положении;
- околошовная зона практически не подвергается тепловому воздействию, что позволяет её сохранять все первоначальные свойства.
Основные недостатки лазерного метода:
- высокая стоимость оборудования и всего процесса в целом;
- лазер плохо обрабатывает толстостенные изделия;
- предназначен для работы с узким спектром изделий;
- низкий КПД.
Плазменная сварка

Перспективным способом для сваривания алюминия является плазменная сварка, обеспечивающая высокую концентрацию энергии. Кроме этого, данный метод гарантирует глубокое проплавление, в результате которого возрастает доля основного металла в шве. Для этого необходимо соблюдать точность при сборке деталей под сварку и ведении горелки. Плазменная дуга работает на переменном токе.
Главные преимущества данного способа:
- высокая скорость;
- стабильность процесса и простота его контроля (в сравнении с ручной дуговой сваркой);
- небольшая зона термического воздействия.
Электронно-лучевая сварка
Основной компонент данного метода – электронный луч, создаваемый особым прибором – электронной пушкой. Оснащение работает от высоковольтного источника постоянного тока. Сваривание осуществляется в техническом вакууме, который способствует разрушению оксидной пленки и удалению водорода из шва.
- минимальное разупрочнение металла в околошовной зоне;
- соединения характеризуются плотностью и качеством;
- минимальный уровень тепловложения;
- высокая скорость сварки;
- минимальные деформации конструкций.
Сварка алюминия в домашних условиях: возможно ли?
 Потребность в сварке алюминия может возникнуть не только в промышленных и производственных условиях, но и в быту. Некоторые вышеперечисленные методы сваривания алюминия успешно применяются в домашних условиях:
Потребность в сварке алюминия может возникнуть не только в промышленных и производственных условиях, но и в быту. Некоторые вышеперечисленные методы сваривания алюминия успешно применяются в домашних условиях:
- технология ММА, подразумевающая использование инвертора/трансформатора и плавящихся электродов с обмазкой;
- сварка алюминия газом;
- технология DC MIG (полуавтоматом);
- сварка аргоном (АС TIG).
Каждый из этих способов обладает своими особенностями, рассмотренными ранее. Однако, выполнение бытовой сварки требует особого внимания. Поэтому рекомендуем ознакомиться с полным перечнем нюансов, возникающих при сварке алюминия в домашних условиях. Четко следуя указаниям и советам, каждый исполнитель сможет качественно выполнить соединение изделий и конструкций из алюминия.
Электронно-лучевая сварка – сфера применения и отличие от других сварочных технологий

Как известно, для соединения металлических деталей можно задействовать несколько технологий, которые отличаются между собой способом получения тепловой энергии, подготовкой свариваемой поверхности, типом обрабатываемого металла и финансовыми затратами. В основе большинства сварочных процессов лежит применение различных газов (защитных или рабочих) и лишь электронно-лучевая сварка реализуется без какой-либо газовой среды, то есть в абсолютном вакууме. Именно об ЭЛС и пойдет речь в этой статье.
В чем суть ЭЛС
Данная технология основана на преобразовании кинетической энергии, вырабатываемой при движении электронов в тепловую энергию, необходимую для плавления металлической кромки. Скорость электронного потока, а значит и величина кинетической энергии, напрямую зависит от приложенной разности потенциалов (напряжения), которая может достигать 100 кВ. Сфокусированный в небольшой пучок луч при касании поверхности материала обеспечивает сверхвысокую плотность мощности, в результате чего электроны могут проникать в металл на определенную глубину. Именно во время такого проникновения электрон отдает накопленную энергию, что приводит к нагреву и плавлению места контакта.


Чтобы в процессе электронно-лучевой сварки заряд источника не расходовался на преодоление молекул воздуха или другого газа, обработку материала выполняют в условиях вакуума с внутренним давлением от 10 -1 до 10 -3 Па. Такой подход позволяет создать практически идеальную инертную среду для сварки.
Однако следует обратить внимание, что применять вакуум не всегда целесообразно, т.к. это очень дорогостоящий процесс. Для решения задач, не имеющих подобных повышенных требований к точности и допускам, используют защитные сварочные смеси газов (подробную информацию о них можно найти здесь).
Советское видео о техпроцессе:
А здесь можно увидеть, как все происходит на современном оборудовании:
Где применяется электронно-лучевая сварка
Поскольку ЭЛС обладает высокой плотностью создаваемой мощности, которая достигает 10 8 Вт/см², и осуществляется в вакуумной среде, подобная технология дает возможность скреплять тугоплавкие и химически активные металлы и их сплавы, такие как:
- вольфрам;
- тантал;
- молибден;
- ниобий;
- цирконий;
- титан;
- алюминий;
- высоколегированная сталь.
Данные материалы можно сваривать как в однородных, так и разнородных сочетаниях при разных толщинах и температурах плавления. Естественно, выбор ускоряющего напряжения, силы тока луча и скорость обработки во многом зависят от физико-механических свойств детали. Например, при работе с вольфрамом толщиной 0,5 мм разность потенциалов составляет 18 кВ, ток равен 40 мА, а скорость перемещения луча достигает 60 м/ч. Тогда как для 35-миллиметровой стали эти показатели будут несколько иными: 22 кВ, 500 мА, 20 м/ч.
Электронно-лучевой сварочный процесс получил широкое применение в тех отраслях, где нежелательна или невозможна высокая термообработка изделия, при этом шов должен отличаться большой надежностью и эстетической привлекательностью. Поэтому ЭЛС часто используется в авиакосмической сфере, энергетике, машиностроительной промышленности, приборостроении и электровакуумном производстве.

Шов крепления нержавеющей стали
Преимущества и недостатки по сравнению с другими видами сварки
Как уже отмечалось, электронный луч отличается высокой плотностью мощности, уступая по этому показателю только лазерному лучу и значительно превосходя ацетилено-кислородное пламя и электрическую дугу. Кроме того, площадь пятна нагрева является минимальной и составляет около 10 -5 см² (для сравнения, при обработке металлических деталей ацетиленом создается пятно контакта минимум 0,2 см², а электрической дугой – 0,1 см²).
Еще одним существенным преимуществом ЭЛС является полная дегазация рабочей области, в результате чего достигается высококачественное соединение химически активных металлов. Отсутствие воздействия атмосферных кислорода и водорода на шов позволяет добиться его более однородной и плотной структуры, а также избежать последующей коррозии.
Основной недостаток описываемого способа – высокие затраты на создание условий вакуума. Этот метод сварки работает в узкоспециализированном диапазоне задач, для высокотехнологичных дорогостоящих деталей с серьезными требованиями по допускам.

Классификация по тонкости шовных соединений
К минусам электронно-лучевого воздействия также можно отнести высокие требования к качеству обрабатываемой поверхности, которая в обязательном порядке должна быть очищена от следов консервации, ржавчины и других дефектов. При этом очистку материала, как правило, выполняют в несколько этапов – начиная механической обработкой и заканчивая применением специальных химических реагентов. К тому же после загрузки подготовленных деталей в камеру требуется длительное время для достижения необходимого вакуума, что не всегда подходит для серийного и массового производства.
В этом плане ацетилено-кислородная и электро-дуговая технологии являются более простыми и производительными. И если в первом случае шов не всегда выглядит эстетично, то при использовании электрической дуги многое зависит от применяемой защитной среды. Правильно подобранная смесь не только делает соединение более аккуратным, но и существенно повышает его надежность. Подробнее про сварочные смеси для разных видов металлов вы можете узнать, перейдя по этой ссылке.
Электронно-лучевая сварка
Электронно-лучевая сварка (она же электроннолучевая, электронно лучевая сварка, ЭЛС) — это довольно быстро развивающийся вид сварки. С его помощью можно сварить практически все: и сплавы высокой прочности, и химически активные металлы, и тугоплавкие материалы. Словом, сфера применения очень большая.

В этой статье мы подробно расскажем, что такое ЭЛС сварка, какие есть достоинства и недостатки у такой технологии, и какие особенности нужно учитывать.
Общая информация
Электронно-лучевая сварка — метод сварки, в основе которого лежит применение луча. Луч выделяет тепло, которое формируется в результате столкновения пучка заряженных частиц. Технология непростая, но в ней все же лучше разобраться. Поскольку ЭЛС сварка получила широкое распространение во многих сферах, начиная от микроэлектроники заканчивая оптикой.

Данная технология просто не могла ни появиться. Существовала потребность сварки тугоплавких металлов, а добиться хорошего качества швов просто не получалось. Классические сварочные технологии просто не могли обеспечить должный уровень качества. Для решения этой проблемы была изобретена электронно-лучевая сварка, которая концентрирует тепло в одной точке, при этом сварочная зона остается защищенной.
Технология
Перейдем к описанию технологии ЭЛС сварки. Итак, ключевой элемент — это луч, который генерирует электронная пушка. Плотность энергии в таком луче высока, но ее недостаточно для качественной сварки.
Чтобы исправить эту проблему электроны нужно сконцентрировать в магнитной линзе. На рисунке ниже линза обозначена цифрой 6. Далее электроны, находясь в подвижном состоянии, фокусируются в плотный световой пучок и ударяются о деталь (на картинке обозначена цифрой 1). За счет столкновения электроны тормозятся, и их энергия превращается в тепло. Тепло, в свою очередь, настолько мощное, что быстро нагревает металл до высокой температуры.

В конструкции предусмотрена магнитная отклоняющая система (обозначена цифрой 7). С ее помощью удается контролировать перемещение электронного луча по детали. Таким образом удается добиться точного положения луча, а значит сформировать шов в том месте, где это необходимо.
Когда электроны сталкиваются с молекулами кислорода, теряется огромное количество кинетической энергии. К тому же катод нуждается в дополнительной тепловой защите. Чтобы решить эти задачи в пушке создают вакуум. В результате энергия луча концентрируется строго в одной точке, а площадь нагрева минимальная. Из-за этого металл не деформируется при сварке. Это очень важно при сварке тонких металлов, особенно если деталь маленького размера.
Технология электронно лучевой сварки не простая, но важно понимать ее сущность. Чтобы четко осознавать, какой результат вы хотите получить. Ведь вам придется самому настраивать оборудование, фокусировку и мощность луча.
Особенности
Поскольку технология не самая простая, ее сопровождают некоторые нюансы, которые нужно учесть для полного понимания сути. Первый нюанс заключается в том, что вся сварка происходит в среде вакуума. От этого поверхность деталей идеально чистая. И второй нюанс — детали нагреваются до крайне высоких температур. В итоге мы получаем шов минимальной толщины, который при этом еще и быстро формируется. Это очень хорошо.

Благодаря этим особенностям ЭЛС сварку можно применять при сварке самых разнообразных металлов. У двух деталей может быть разная толщина, состав и даже температура плавления. Шов все равно получится качественным. Минимальная толщина для сварки составляет 0,02 миллиметра. А максимальная — 100 миллиметров. Диапазон очень большой, можно варить большинство деталей. Это все, что вам нужно учесть.
Достоинства и недостатки
Сварка электронная с применением луча имеет несколько весомых плюсов, благодаря которым она и получила свое широкое распространение. Прежде всего, детали при сварке не коробятся, поскольку на деталь воздействует малое количество тепла. В среднем оно в 5 раз меньше, чем при других технологиях сварки.
Второе достоинство — это большие возможности. Вы можете сварить любые металлы и даже не металлы. Сварка керамики с вольфрамом? Пожалуйста! К тому же, можно настроить фокусировку луча и нагреть зону диаметром менее 1 миллиметра. Это впечатляет. Можно сварить детали практически любого размера.
Еще один плюс — это высокое качество шва. И не важно, что вы варите: обычную сталь или химически активные металлы вроде титана. В любом случае, качество соединения вас приятно удивит. А порой благодаря ЭЛС сварке удается достичь и улучшения характеристик металла. Вы также можете сварить любые сплавы, в том числе стойкие к коррозии. Возможности безграничны!
ЭЛС очень экономичная, поскольку потребляется мало электроэнергии. К тому же, технология универсальна и позволяет варить любые металлы. Вы также можете не разделывать кромки, если у вас нет такой возможности.
Что ж, достоинства весомые. Но что насчет недостатков? И без них не обошлось. Например, при сварке металлов с высокими теплопроводными свойствами велика вероятность образования отверстий в корне шва. Это влияет на прочность сварного соединения. И влияет негативно.
Также применение электро-лучевой сварки не всегда оправдано. Она незаменима при работе в труднодоступных местах, но если говорить о сварке в заводских условиях, то достоиснтва не всегда оправдывают себя.
Оборудование
На сегодняшний день электронно-лучевое оборудование производится как у нас, так и за рубежом. Практически все модели оснащены пушками с косвенным или прямым каналом катодов. В целом, отечественная продукция мало в чем уступает зарубежной, при этом стоит дешевле. Да, у нее не такой футуристичный дизайн, но она справляется со всеми задачами. А это самое главное.

Существуют модели, у которых лучевые пушки располагаются в камере. С помощью таких установок можно выполнять сварку лучом со сложной траекторией движения. Во всех современных моделях используются компьютерные технологии, так что вероятность человеческого фактора крайне мала. Многие процессы вообще проходят в автоматическом режиме, оператор может не присутствовать на рабочем месте.
Несмотря на всю технологичность, сварочное оборудование для ЭЛС сварки довольно просто обслуживается и не требует долгого обучения сотрудников. Нужно один раз запрограммировать установку и проследить, чтобы луч фокусировался в нужном месте. Единственное, что затем придется делать каждый раз — это регулировать фокусировку или изменять мощность самого луча. Больше не нужно никаких настроек.
Вместо заключения
Установка электронно лучевой сварки хоть и стоит недешево, но с ее помощью можно сварить даже металл с керамикой, не говоря уже о простой сварке двух металлических деталей. Да и сама ЭЛС сварка очень технологична и шагает в ногу со временем. При этом сварочный процесс очень экономичный, не требует больших затрат.
Вы когда-нибудь сталкивались с электронно-лучевой сваркой? Может быть вы мастер высокого уровня и готовы поделиться своим опытом? Добро пожаловать в комментарии.





