Состав и применение легированной стали
[Легированная сталь] представляет собой материал, физические и химические свойства которого улучшаются за счет добавления легирующих элементов в состав.
Она отличается прочностью, меньше поддается коррозии, применяется в различных областях, в том числе, машиностроении, а также для создания различных конструкций, трубы различного назначения, деталей, которые в дальнейшем будут подвергаться высоким температурным колебаниям.
Химический состав
Качество стали зависит от количества в ней углерода, который является одним из основных элементов, входящих в состав. Еще одним обязательным элементом является железо.
Хром, никель, ванадий, медь и пр. элементы добавляются для улучшения свойств материала.

Рассмотрим подробнее влияние легирующих элементов на свойства стали:
- Никель – позволяет сделать материал не только прочным, но и пластичным. Именно этот элемент, входящий в состав, отвечает за стойкость к коррозии;
- Хром – также отвечает за устойчивость к коррозии, благодаря ему получается нержавеющая сталь, делает ее твердой и прочной;
- Ванадий – благодаря этому элементу структура стали становится мелкозернистой, плотной;
- Медь – помимо стойкости к коррозии противодействует кислотам;
- Вольфрам – позволяет материалу оставаться твердым при увеличении температуры (нагреве);
- Марганец, входящий в состав, отвечает за износостойкость;
- Кремний – делает металл упругим, отвечает за магнетизм;
- Если в состав входит алюминий, то он позволяет становиться материалу жаростойким.
Что происходит со структурой, когда добавляются различные примеси? При их введении кристаллическая решетка рушится за счет различия в формах электронов, а также атомных величин. Характеристики стали могут меняться в зависимости от состава.
В состав могут входить две, три и более примесей. Это зависит от того, какой конечный продукт нужно получить.
В состав могут также входить титан, кобальт, молибден, отвечающие за прочность, твердость и пластичность материала, который приобретает все перечисленные свойства в основном после того, как будет пройдена термообработка.
Разновидности металла
Различают углеродистые и легированные стали. Рассмотрим различие.
Углеродистая сталь представляет собой сплав, в состав которого помимо железа и углерода, вводятся кремний с марганцем. Сера и фосфор, входящие также в состав, считаются вредными примесями, которые снижают механические свойства.
От количества углерода такая сталь подразделяется на высоко-, средне- и низкоуглеродистую. Чем больше состав оснащен углеродом, тем тверже и менее пластичным будет конечный продукт.
Углеродистая сталь в свою очередь делится на конструкционные и инструментальные виды. Конструкционная сталь находит свое применение в создании металлических конструкций, трубы, арматуры для железобетона и прочих строительных материалов.
Инструментальные виды – после закаливания становятся более твердыми, но хрупкими, их обработка требует осторожности (ГОСТ 1435-54).
Сталь также бывает конструкционная, инструментальные виды и добавляется еще один вид с особыми химическими свойствами (по ГОСТ).
Конструкционная легированная сталь также используется в машиностроении и строительстве, однако в нее входят легирующие примеси, позволяющие улучшить свойства материала, из которого будут сделаны конструкции, трубы и прочие строительные материалы.
Химический состав легированного металла может различаться, исходя из этого, ниже представлена классификация:
- Низколегированная – состав легированных добавок не превышает 2,5%. Конструкционная сталь представлена в ГОСТ 5958-57 (в зависимости от состава);
- Среднелегированная – добавки, входящие в состав, находятся в диапазоне 2,5-10%;
- Высоколегированная – процент примесей, входящих в состав, превышают 10% (до 50%).
Также классификация подразделяется на жаропрочную (более 1000 градусов), коррозино-устойчивую, по химическому распаду на жароустойчивую и окалиноустойчивую (при 550 градусах).
Следует отметить, что классификация ГОСТ распространяется на свойства, а также на область применения.
Маркировка металла
О чем говорит маркировка легированных сталей? Маркировка согласно ГОСТ рассказывает следующее: буква означает название химического элемента, а цифра, которая находится после нее, указывает на процентное содержание данной примеси.
Если за буквой не располагается никакой цифры, то следовательно, процент содержания этого элемента маленький, не превышает значения 1%.
Сколько содержится углерода в стали можно понять по первым двум цифрам, обозначается также в процентах, но в сотых долях. Если вместо двух стоит одна цифра, то значит, процентное содержание указывается не в сотых, а в десятых.
Классификация и обозначение марок по химическому составу:

Еще в СССР был разработан ГОСТ, по которому была принята данная система маркировки. Примечательно то, что она до сих пор остается актуальной.
Следует отметить, что классификация и обозначение химических элементов буквами не всегда соответствует начальной букве их названия: марганец (г), хром (х), никель (н), медь (д), ванадий (ф), вольфрам (в), алюминий (ю), азот (а) и пр.
Если в середине маркировки стоит буква «А», обозначающая азот, то значит, она показывает содержание азота.
Если буква «А» стоит в конце, то следовательно, сера и фосфор содержатся в незначительном количестве (меньше 0,03%), такая сталь считается чистой.
Удвоенная буква «А» на конце говорит об особо чистом материале от содержания названных выше элементов. Определение количества серы также происходит согласно ГОСТ.
Также в начале маркировки можно встретить дополнительное обозначение: быстрорежущая сталь обозначается буквой «Р», шарикоподшипниковая – «Ш», автоматная – «А», электротехническую обозначают буквой «Э», буква «Л» говорит о том, что сталь получена литьем.
Например, маркировка стали: 18ХГТ – содержание углерода составляет 0,18%, содержит хром, марганец и титан.
Применение металла
Как уже было сказано ранее, легированная сталь обладает рядом свойств, обеспечивающих ее широкое применение. Она позволяет изделию увеличивать срок эксплуатации, обеспечить его надежность и даже в каком-то роде экономить.
Применение легированных сталей можно встретить в различных областях, не только в машиностроении и строительстве, но и в хирургии (оборудование), производстве трубы различного назначения, а также из нее делаются даже ножи, которые долго остаются наточенными.
Область применения напрямую зависит от состава элементов, от того, какая термическая обработка была применена и др. Ранее была рассмотрена классификация по назначению (по ГОСТ): конструкционные, инструментальные и с особыми свойствами.
Машинные детали, а также различные конструкции чаще изготавливают из перлитных сталей.
Низколегированные материалы отличаются хорошей свариваемостью, поэтому применяются для создания конструкций, также из них делаются трубы.
Легированные инструментальные разновидности стали используются в создании деталей, предназначенных для работы под давлением (например, Х12МФ). При изготовлении резцов, сверл и фрез используются также инструментальные виды стали.
Согласно ГОСТ 5950-2000, легированный материал нашел свое применение в создании скальпелей и ножей, ленточных пил, штемпелей, матриц, зубонакатников и проч. В этом ГОСТе указано обозначение стали и сфера ее применения.
Нержавеющая сталь, в состав которой входит хром (в большом количестве), используется в создании трубы и трубопроводов.
Такие трубы отличаются устойчивостью к ржавчине, а также стойкостью к перепадам температур.
Сваривание легированных сталей
Сварка легированных сталей и их обработка должна производиться с учетом некоторых моментов, например, некоторые элементы начинают выгорать, металл в местах сварки начинает самозакаливаться, карбиды при этом выделяются, а также могут появляться трещины из-за низкого уровня теплопроводности.
Кстати, показатель теплопроводности у углеродной стали выше, чем у легированной.
Процесс сварки должен протекать правильно, исключая вышеописанные явления.
Для этого в обязательном порядке соблюдается температурный режим, таким образом, исключается возможность перегрева конструкции, флюсы различного состава также должны применяться.
Качество сварки, в первую очередь, зависит от содержания углерода: чем ниже этот показатель, тем лучше качество сварки.
Хромистая нержавеющая сталь при сварке имеет свои особенности: за счет низкого содержания углерода процесс сварки протекает хорошо.
Чтобы нержавеющая хромированная сталь не выгорала, используют защиту поверхности будущего изделия, а также электроды, которые содержат хром.
Металл для восстановления вязкости желательно перед самим процессом нагреть (до 300 градусов), а после сварки сделать отжиг шва (до 800 градусов). При этом лучше использовать электрическую дугу.
Важным моментом является то, что термическая обработка легированной стали хромом должна осуществляться при высокой температуре. Температура напрямую зависит от количества этого элемента: чем его больше, тем выше должна быть температура термообработки.
Нержавеющая хромоникелевая сталь при высокой температуре термообработки теряет карбиды хрома, из-за этого в швах снижается способность стали противостоять коррозии, что не подходит для эксплуатации многих металлический конструкций, и различных видов трубы.
Для обеспечения сохранности нержавеющих свойств вводится ниобий или титан. Отжиг, обработка и закаливание (охлаждение) шва позволят обеспечить устойчивость к ржавлению.
Швы марганцовистого металла могут потрескаться в процессе сварки. Чтобы этого избежать, сварка осуществляется электродами, состав которых не отличается от состава свариваемого металла.
Сварка и обработка должна производиться быстро, а швы по окончанию – охлаждаться.
Чтобы качество сварки получилось «на уровне», необходимо сделать предварительную чистку, поверхности. Все окалины, шлаки, смазка должны быть устранены.
Необходимо чистить не только поверхность предполагаемого шва, но и площадь рядом с ним (около 10 см).
Сварка или иначе — термическая обработка легированной стали должна происходить без перерывов и очень быстро.
Если материал предрасположен к образованию трещин, то тогда сварка (термическая обработка) должна производиться в закрытом помещении, температурным пределом является минусовой показатель в 40 градусов.
Сила тока должна быть постоянной, на поверхности материала не должен образоваться конденсат, иней или лежать снег. Лучше доверить этот процесс специалистам.
Легированная сталь
Легированная сталь — это сталь, включающая в себя разные легирующие элементы, придающие стали нужные механические и физические свойства.
Также эти элементы значительно повышают стойкость к коррозии, стойкость к хрупкости и повышают прочность.
Элементы легированной стали можно вынести в такой список:
- азот;
- медь;
- никель;
- хром;
- ванадий.
Это классические добавки, которые максимально применяются в производстве. Легированная сталь разделяют на три основных класса:
- низколегированную;
- высоколегированную;
- среднелегированной.
Классификация легированных сталей производится из учета процентного содержания легируемых элементов. Каждый из этих типов стали получают металлургическим путем, однако в отдельных случаях может выполняться легирование только определенной поверхности, чтобы придать необходимые прочностные свойства изделиям и деталям. Легированная сталь приобретает свои свойства на различных этапах производства металла, по мере добавления легирующих элементов. Легированная сталь может включать в себя от одного до нескольких легируемых элементов, которые повышают конструкционную прочность сплава. Легированная сталь выпускают в нескольких основных типах:
- инструментальную;
- конструкционную;
- сталь, имеющая особые химические и физические свойства.
Маркировка легируемых сталей
Маркировка легируемых сталей производится с помощью букв, которые показывают какой легирующий элемент содержится в сплаве, и цифрами, определяющими среднее содержание этого элемента в процентах. Цифры вначале названия марки указывают, сколько углерода содержит материал. Если указано две цифры — содержаться сотые доли процента, если одна — десятые. Маркировка легируемых сталей может иметь дополнительные обозначения. Например, присутствуют распространенные обозначения:
- Р — быстрорежущая;
- Ш – шарикоподшипниковая;
- А — автоматная;
- Л — полученная литьем;
- Э — электротехническая.
На содержание азота указывает буква А, находящаяся в середине марки. Две буквы А (АА), показывают состав особо чистой стали и эти буквы стоят в конце. Сталь особо высокого качества в конце марки имеет букву Ш. Примеры маркировки легированных сталей:
- 0,18% С;
- 1% Cr;
- 1% Mn;
- 0,1% Ti.
Сталь 30ХГСА содержит:
- 0,30% С;
- 0,8-1,1% Cr;
- 0,9-1,2% Mn;
- 0,8-1,25% Si.
Назначение легируемых сталей
Назначение легируемых сталей очень разнообразно, так как, имея в своем составе соответствующие легируемые добавки, такая сталь способна выдерживать разного рода нагрузки, в отличие от обычной. Большинство показателей можно регулировать с помощью добавления нужных легирующих элементов. Основное назначение легируемых сталей — изготовление хирургических инструментов, ювелирного оборудования, различных металлоконструкций, строительной арматуры, промышленных машин, механизмов, испытывающих большие нагрузки при работе. Марки инструментального назначения легируемых сталей используют для изготовления деталей, которые работают под высоким давлением, также их применяют при изготовлении эталонных шестерен, роликов сложной формы, секций кузнечных штампов и т.д.. Другие марки применяют для деталей с повышенной износостойкостью, хорошей прочностью на изгиб, контактной нагрузке, при необходимой замечательной упругости.
Виды легированной стали
 Виды легированной стали различают соответственно процентному содержанию легирующих элементов в сплаве. Так классифицируются:
Виды легированной стали различают соответственно процентному содержанию легирующих элементов в сплаве. Так классифицируются:
- низколегированные и содержат до 2,5% легирующих элементов;
- среднелегированные, имеющие от 2,5 до 10% легируемых элементов;
- высоколегированные имеют 10 — 50% таких элементов.
Виды легированной стали бывают разными. Классифицируются в зависимости от процентного соотношения высокоэффективных компонентов, допустим: циркония, ванадия, тантала, других химических элементов, например, углерода, а также структурной специфики:
- ледебуритные – наличие первичных карбидов;
- эвтектоидные – строение металла перлитное;
- заэвтектоидные – присутствие вторичных карбидов;
- доэвтектоидные – есть избыточный феррит.
По степени использования, назначения бывают стали: конструкционные, инструментальные, с особыми свойствами.
Виды легированной стали включают в себя также нержавеющие, имеющие великолепные свойства стойкости к химической и электрохимической коррозии. Специальные жаростойкие, имеющие хорошую стойкость химическому разрушению в газовой среде при температуре выше 500 С, но при этом они работают в слабо нагруженном состоянии или не нагруженном. Жаропрочные стали, которые работают при больших нагрузках в течение достаточного времени и при этом сохраняющие достаточную жаростойкость. Виды легированной стали конструкционной бывают:
- качественной;
- высококачественной;
- очень высокого качества.
Оставьте свой комментарий Отменить ответ
Сталь 08Х18Н10Т включена в класс легированных, жаропрочных и жаростойких сталей…
Физическая природа деформации металлов




![]()
![]()
Деформацией называется изменение формы и размеров тела под действием напряжений.
Напряжение – сила, действующая на единицу площади сечения детали.
Напряжения и вызываемые ими деформации могут возникать при действии на тело внешних сил растяжения, сжатия и т.д., а также в результате фазовых (структурных) превращений, усадки и других физико-химических процессов, протекающих в металлах, и связанных с изменением объема.
Металл, находящийся в напряженном состоянии, при любом виде нагружения всегда испытывает напряжения нормальные и касательные (рис. 6.1.).
Рис.6.1. Схема возникновения нормальных и касательных напряжений в металле при его нагружении
Рост нормальных и касательных напряжений приводит к разным последствиям. Рост нормальных напряжений приводит к хрупкому разрушению. Пластическую деформацию вызывают касательные напряжения.
Деформация металла под действием напряжений может быть упругой и пластической.
Упругой называется деформация, полностью исчезающая после снятия вызывающих ее напряжений.
При упругом деформировании изменяются расстояния между атомами металла в кристаллической решетке. Снятие нагрузки устраняет причину, вызвавшую изменение межатомного расстояния, атомы становятся на прежние места, и деформация исчезает.
Упругая деформация на диаграмме деформации характеризуется линией ОА (рис.6.2.).
Рис.6.2. Диаграмма зависимости деформации металла  от действующих напряжений
от действующих напряжений 
Если нормальные напряжения достигают значения сил межатомных связей, то наблюдается хрупкое разрушение путем отрыва (рис.6.3.)

Рис.6.3. Схема упругой деформации и хрупкого разрушения под действием упругих напряжений а – ненапряженная решетка металла; б – упругая деформация; в, г – хрупкое разрушение в результате отрыва
Зависимость между упругой деформацией и напряжением выражается законом Гука

где: Е – модуль упругости.
Модуль упругости является важнейшей характеристикой упругих свойств металла. По физической природе величина модуля упругости рассматривается как мера прочности связей между атомами в твердом теле.
Эта механическая характеристика структурно нечувствительна, т. е. термическая обработка или другие способы изменения структуры не изменяют модуля упругости, а повышение температуры, изменяющее межатомные расстояния, снижает модуль упругости.
Пластической или остаточной называется деформация после прекращения действия вызвавших ее напряжений.
При пластическом деформировании одна часть кристалла перемещается по отношению к другой под действием касательных напряжений. При снятии нагрузок сдвиг остается, т.е. происходит пластическая деформация (рис.6.4)
В результате развития пластической деформации может произойти вязкое разрушение путем сдвига.
Рис.6.4. Схема пластической деформации и вязкого разрушения под действием касательных напряжений а – ненапряженная решетка; б – упругая деформация; в – упругая и пластическая деформация; г – пластическая деформация; д, е – пластичное (вязкое) разрушение в результате среза
Деформация: виды деформации, пределы упругости и прочности
Частицы, из которых состоят твердые тела (как аморфные, так и кристаллические) постоянно совершают тепловые колебания около положений равновесия. В таких положениях энергия их взаимодействия минимальная. Если расстояние между частицами уменьшается, начинают действовать силы отталкивания, а если увеличиваться – то силы притяжения. Именно этими двумя силами обусловлены все механические свойства, которыми обладают твердые тела.
Если твердое тело изменяется под воздействием внешних сил, то частицы, из которых оно состоит, меняют свое внутреннее положение. Такое изменение называется деформацией.
Виды деформации
Различают деформации нескольких видов. На изображении показаны некоторые из них.
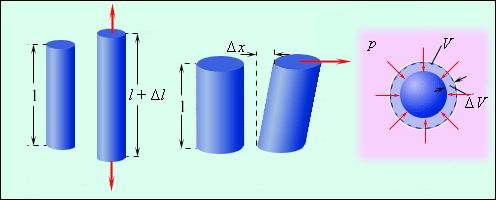
Рисунок 3 . 7 . 1 . Некоторые виды деформаций твердых тел: 1 – деформация растяжения; 2 – деформация сдвига; 3 – деформация всестороннего сжатия.
Первый вид – растяжение или сжатие – является наиболее простым видом деформации. В таком случае изменения, происходящие с телом, можно описать при помощи абсолютного удлинения Δ l , которое происходит под действием сил, обозначаемых F → . Взаимосвязь, существующая между силами и удлинением, обусловлена геометрическими размерами тела (в первую очередь толщиной и длиной), а также механическими свойствами вещества.
Если мы разделим величину абсолютного удлинения на первоначальную длину твердого тела, мы получим величину его относительного удлинения (относительной деформации).
Обозначим этот показатель ε и запишем следующую формулу:
Относительная деформация тела растет при его растяжении и соответственно уменьшается при сжатии.
Если учесть, в каком именно направлении внешняя сила действует на тело, то мы можем записать, что F будет больше нуля при растяжении и меньше нуля при сжатии.
Механическое напряжение
Механическое напряжение твердого тела σ – это показатель, равный отношению модуля внешней силы к площади сечения твердого тела.
Величину механического напряжения принято выражать в паскалях ( П а ) и измерять в единицах давления.
Важно понимать, как именно механическое напряжение и относительная деформация связаны между собой. Если отобразить их взаимоотношения графически, мы получим так называемую диаграмму растяжения. При этом нам нужно отмерить величину относительной деформации по оси x , а механическое напряжение – по оси y . На рисунке ниже представлена диаграмма растяжения, типичная для меди, мягкого железа и некоторых других металлов.
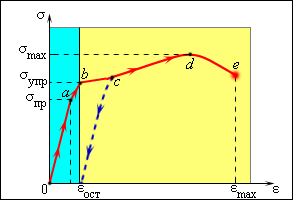
Рисунок 3 . 7 . 2 . Типичная диаграмма растяжения для пластичного материала. Голубая полоса – область упругих деформаций.
В тех случаях, когда деформация твердого тела меньше 1 % (малая деформация), то связь между относительным удлинением и механическим напряжением приобретает линейный характер. На графике это показано на участке O a . Если напряжение снять, то деформация исчезнет.
Деформация, исчезающая при снятии напряжения, называется упругой.
Линейный характер связи сохраняется до определенного предела. На графике он обозначен точкой a .
Предел пропорциональности – это наибольшее значение σ = σ п р , при котором сохраняется линейная связь между показателями σ и ε .
На данном участке будет выполняться закон Гука:
В формуле содержится так называемый модуль Юнга, обозначенный буквой E .
Если мы продолжим увеличивать напряжение на твердое тело, то линейный характер связи нарушится. Это видно на участке a b . Сняв напряжение, мы также увидим практически полное исчезновение деформации, то есть восстановление формы и размеров тела.
Предел упругости
Предел упругости – максимальное напряжение, после снятия которого тело восстановит свою форму и размер.
После перехода этого предела восстановления первоначальных параметров тела уже не происходит. Когда мы снимаем напряжение, у тела остается так называемая остаточная (пластическая) деформация.
Обратите внимание на участок диаграммы b c , где напряжение практически не увеличивается, но деформация при этом продолжается. Это свойство называется текучестью материала.
Предел прочности
Предел прочности – максимальное напряжение, которое способно выдержать твердое тело, не разрушаясь.
В точке e материал разрушается.
Если диаграмма напряжения материала имеет вид, соответствующий тому, что показан на графике, то такой материал называется пластичным. У них обычно деформация, при которой происходит разрушение, заметно больше области упругих деформаций. К пластичным материалам относится большинство металлов.
Если материал разрушается при деформации, которая превосходит область упругих деформаций незначительно, то он называется хрупким. Такими материалами считаются чугун, фарфор, стекло и др.
Деформация сдвига имеет аналогичные закономерности и свойства. Ее отличительная особенность состоит в направлении вектора силы: он направлен по касательной относительно поверхности тела. Для поиска величины относительной деформации нам нужно найти значение Δ x l , а напряжения – F S (здесь буквой S обозначена та сила, которая действует на единицу площади тела). Для малых деформаций действует следующая формула:
Буквой G в формуле обозначен коэффициент пропорциональности, также называемый модулем сдвига. Обычно для твердого материала он примерно в 2 – 3 раза меньше, чем модуль Юнга. Так, для меди E = 1 , 1 · 10 11 Н / м 2 , G = 0 , 42 · 10 11 Н / м 2 .
Когда мы имеем дело с жидкими и газообразными веществами, то важно помнить, что у них модуль сдвига равен 0 .
При деформации всестороннего сжатия твердого тела, погруженного в жидкость, механическое напряжение будет совпадать с давлением жидкости ( p ) . Чтобы вычислить относительную деформацию, нам нужно найти отношение изменения объема Δ V к первоначальному объему V тела. При малых деформациях
Буквой B обозначен коэффициент пропорциональности, называемый модулем всестороннего сжатия. Такому сжатию можно подвергнуть не только твердое тело, но и жидкость и газ. Так, у воды B = 2 , 2 · 10 9 Н / м 2 , у стали B = 1 , 6 · 10 11 Н / м 2 . В Тихом океане на глубине 4 к м давление составляет 4 · 10 7 Н / м 2 , а относительно изменения объема воды 1 , 8 % . Для твердого тела, изготовленного из стали, значение этого параметра равно 0 , 025 % , то есть оно меньше в 70 раз. Это подтверждает, что твердые тела благодаря жесткой кристаллической решетке обладают гораздо меньшей сжимаемостью по сравнению с жидкостью, в которой атомы и молекулы связаны между собой не так плотно. Газы могут сжиматься еще лучше, чем тела и жидкости.
От значения модуля всестороннего сжатия зависит скорость, с которой звук распространяется в данном веществе.
Физические основы пластической деформации
1.1. Общие сведения об обработке металлов давлением
В основе всех процессов обработки металлов давлением (ОМД) лежит способность металлов и их сплавов под действием внешних сил пластически деформироваться, т. е., не разрушаясь, необратимо изменять свою форму и размеры. При этом изменяется структура металла, его механические и физические свойства.
Обработка металлов давлением известна с древнейших времен. Холодная ковка самородной меди и метеоритного железа была известна еще до того, как люди начали добывать металлы из руд (VII в. до н. э.). Техника обработки металлов давлением получила развитие в X. XIII веках, когда кузнецы научились изготавливать многослойные мечи и топоры со стальными закаливаемыми лезвиями, а также предметы бытового назначения, инструменты и ремесленные приспособления. Ручная ковка была исторически первым из применяемых до сих пор способов формоизменяющей обработки металлов. Первый паровой молот, появившийся в 1843 г., деформировал металл силой падения груза, а для поднятия которого использовался пар. В 1888 г. появился молот двойного действия, у которого верхняя «баба» при движении вниз дополнительно разгонялась силой пара. Прокатка металлов возникла позже ковки и волочения. Первые сведения о прокатке относятся к XV в. (прокатка свинцовых полос). Основоположником современных методов прокатки принято считать английского изобретателя Г. Корта, изготовившего первый прокатный стан в 1783 г.
В настоящее время давлением обрабатывают около 90 % всей выплавляемой в мире стали, а также большое количество цветных металлов и их сплавов (до 60 %). В машиностроении наиболее широко применяется штамповка (горячая объемная и листовая). В современном автомобиле насчитывается до 90 % штампованных деталей (облицовочные детали, детали подвески, колесные диски, валы и шестерни коробки передач, детали двигателя (поршни, шатуны, коленчатые и распределительные валы, клапаны), тормозные колодки, бензобаки, глушители и др.), половина из которых не подвергается никаким другим видам обработки, в тракторе — 70 %. Современные двигатели конструктивно состоят из деталей (до 100 %), полученных ОМД.
Обработка металлов давлением — группа методов получения полуфабрикатов или изделий требуемых размеров и формы путем пластического деформирования заготовок за счет приложения внешних усилий.
Основными процессами ОМД являются: прокатка, прессование, волочение, ковка, объемная и листовая штамповка. По назначению они подразделяются на следующие две группы:
1. Процессы ОМД, направленные на получение машиностроительных профилей — изделий постоянного поперечного сечения по их длине (прутков, труб, проволоки, лент, листов и др.). К этим процессам относятся прокатка, прессование и волочение. Изделия, полученные этими методами, применяются в строительных конструкциях или в качестве заготовок для последующего изготовления из них деталей другими методами (резанием, ковкой, штамповкой и т. д.).
2. Процессы ОМД, направленные на получение машиностроительных заготовок, которые имеют форму и размеры, приближенные к готовым деталям, и только в рядечсалеув требуют обработки резанием для придания им окончательных размеров и получения необходимого качества поверхности. К этим процессам относятся ковка и штамповка.
При ОМД, во-первых, достигается получение изделий сложной формы из заготовок простой формы и, во-вторых, улучшается кристаллическая структура исходного литого металла и повышаются его физико-механические свойства.
Преимуществами методов ОМД являются следующие:
1) низкая трудоемкость процессов и, следовательно, их высокая производительность;
2) рациональное использование металла (коэффициент использования металла (КИМ) приближается к единице);
3) стабильность размеров и относительно высокая точность изготавливаемых деталей при большой сложности их форм;
4) универсальность используемого прессового оборудования;
5) возможности для механизации и автоматизации технологических процессов;
6) простота осуществления процесса.
Главными недостатками методов ОМД являются следующие: относительно высокая стоимость инструмента (в условиях серийного производства она составляет до 14 % от себестоимости деталей), а также сложность и уникальность прессового оборудования.
1.2. Сущность пластической деформации
Следует отметить, что металлы характеризуются наличием металлической связи, когда в узлах атомно-кристаллической решетки расположены положительно заряженные ионы, окруженные электронным газом. Наличие такой металлической связи и придает металлу способность подвергаться пластической деформации.
Пластичность — свойство твердого тела под действием внешних сил или внутренних напряжений, не разрушаясь, необратимо изменять свою форму и размеры. Такое изменение формы и размеров металлического тела называют пластической деформацией.
Деформация — изменение формы и размеров твердого тела под влиянием приложенных внешних сил. Деформация может быть упругой, исчезающей после снятия нагрузки, и пластической, остающейся после снятия нагрузки.
Механизмы пластической деформации. Как бы не были малы приложенные к металлу усилия, они вызывают его деформацию. Начальные деформации всегда являются упругими, и величина их находится в прямой зависимости от нагрузки (закон Гука). При упругой деформации под действием внешних сил изменяются расстояния между атомамилвликчреисктоай решетке. После снятия нагрузки атомы под действием межатомных сил возвращаются в исходное положение, и металл восстанавливает свои первоначальные размеры и форму.
Скольжение. При пластической деформации одна часть кристалла необратимо сдвигается по отношению к другой на целое число периодов атомно-кристаллический решетки — смещается по так называемым плоскостям сдвига (скольжения). Следует отметить, что ими являются кристаллографические плоскости, в которых находится наибольшее количество атомов. Расположение этих плоскостей зависит от типа атомно-кристаллической решетки металла. У aжелеза, вольфрама, молибдена и других металлов с объемноцентрированной кубической (ОЦК) решеткой имеется шесть плоскостей сдвига (в каждой из них имеется по два направления сдвига) и так называемая система скольжения (имеет 6 × 2 = 12 элементов сдвига) (рис. 2.1, а). При этом g-железо, медь, алюминий и другие металлы с гранецентрированной кубической (ГЦК) решеткой имеют четыре плоскости сдвига с тремя направлениями скольжения в каждой, т. е. 4 × 3 = 12 элементов сдвига (рис. 2.1, б). У цинка, магния и других металлов с гексагональной плотноупакованной (ГПУ) решеткой имеется одна плоскость с тремя направлениями скольжения, т. е. три элемента сдвига (рис. 2.1, в). Чем больше элементов сдвига в решетке, тем выше пластичность металла.
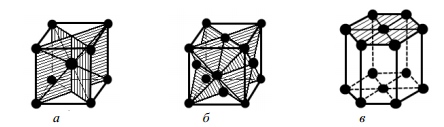
Рис. 2.1. Плоскости и направления (заштрихованные плоскости) сдвига в кристаллической решетке: а — ОЦК; б — ГЦК; в — ГПУ
Наиболее легкий сдвиг по определенным плоскостям и направлениям объясняется тем, что при таком перемещении атомов из одного устойчивого равновесного положения в другое значения затрачиваемых усилий будут минимальными, и, следовательно, будут наименьшими необходимые для этого затраты энергии.
Если нагрузку снять, перемещенная часть кристалла не возвратится на старое место и деформация сохранится. Наличие плоскостей скольжения в кристалле подтверждается при микроструктурном исследовании пластически деформированных металлов.
Двойникование. Скольжение или сдвиг по определенным кристаллографическим плоскостям является основным, но не единственным механизмом пластической деформации металлов. При некоторых условиях пластическое деформирование может также происходить путем двойникования. При пониженных температурах у металлов с ОЦК решеткой наблюдается переход от механизма скольжения к механизму двойникования. Сущность двойникования заключается в том, что под действием касательных напряжений одна часть зерна оказывается смещенной по отношению к другой части, занимая симметричное положение и являясь как бы ее зеркальным отражением (рис. 2.2).
Дислокационный механизм пластической деформации. Процесс скольжения не следует представлять как одновременное передвижение одной части кристалла относительно другой. Такой жесткий или синхронный сдвиг потребовал бы напряжений в сотни или даже тысячи раз превышающие по величине те, при которых в действительности протекает процесс
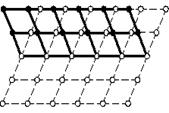
Рис. 2.2. Схема процесса двойникования
пластической деформации. В реальных металлах сдвигас(птилче ское деформирование) происходит при напряжениях, величина которых меньше теоретических в сотни и тысячи раз (например, для железа tтеор ≈ 2 600 МПа, а tреал ≈ 290 МПа, для меди
tтеор ≈ 1 540 МПа, а tреал ≈ 1 МПа). Такое расхождение объясняется дислокационным механизмом пластической деформации.
При дислокационном механизме пластической деформации скольжение осуществляется в результате перемещения в кристалле дислокации, когда сдвиг происходит последовательно от атома к атому вблизи ядра дислокации. В этом случае усилие сдвига значительно меньше, чем при одновременном сдвиге всех атомов.
Данный процесс можно объяснить с помощью моделей движения гусеницы (рис. 2.3, а) и перемещения ковра (рис. 2.3, б).
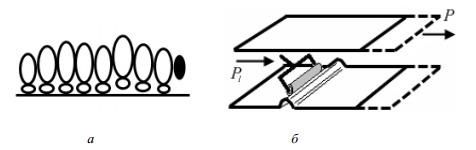
Рис. 2.3. Дислокационный механизм пластической деформации: а — модель движения гусеницы; б — модель перемещения ковра
Гусеница перемещается путем последовательного подъема одной пары ног и перестановки их в новое место, а не за счет подъема всех ног одновременно и перемещения на шаг. Когда
все ноги гусеницы последовательно выполнят эту операцию, то она переместится на шаг (такой режим движения требует от нее значительно меньших усилий). Аналогичным образом происходит перемещение ковра по полу в случае прокатывания на нем складки, что требует значительно меньших усилий, чем, транспортировка ковра целиком.
Дислокационный механизм пластической деформации объясняетсядсулюещим образом. Атомы, расположенные в поле дислокации, возбуждены (их энергия повышена) и выведены из устойчивого положения равновесия с минимальной свободной энергией. Такое состояние кристалла является метастабильным. Поэтому для того чтобы ограниченная группа атомов в области дислокации сдвинулась и заняла новое устойчивое положение равновесия, достаточно приложить существенно меньшее напряжение, чем при их синхронном сдвиге, т. е. совершить незначительную работу и затратить при этом минимум энергии.
Механизм перемещения дислокации на атомном уровне представлен на рисунке 2.4.
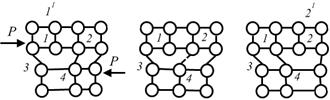
Рис. 2.4. Схема перемещения дислокаций
Следует отметить, что силы взаимодействия атомов зависят от расстояния. В зоне дислокации расстояния атомов 3 и 4 от краевого атома 1 экстраплоскости 1 – 1 1 увеличены и связи между этими атомами утрачены. Под действием сдвигающей силы Р смещение плоскостей приводит к уменьшению расстояния 1 – 4 и увеличению расстояния 2 – 4. В результате этого связь между атомами 1 и 4 восстанавливается, а между атомами 2 и 4 обрывается. Дислокация перемещается на одно межатомное расстояние.
Таким образом, движение дислокации — это процесс последовательного разрыва и восстановления связей в кристаллической решетке. В результате пробега дислокации от одной границы кристалла до другой происходит смещение части кристалла на одно межатомное расстояние. Из совокупности пробегов дислокаций складывается общая деформация кристаллического тела.
1.3. Наклеп и рекристаллизация
Пластическая деформация поликристаллических тел (металлов и сплавов) имеет некоторые особенности по сравнению с пластической деформацией одного зерна (монокристалла). В поликристаллическом металле зерна (следовательно, и плоскости скольжения) имеют различную ориентировку (рис. 2.5, а). Из-за влияния соседних зерен деформирование каждого зерна не может совершаться свободно. Пластическая деформация на первой стадии начинается тогда, когда действующие напряжения превысят предел упругости. На первой стадии пластическая деформация может происходить лишь в отдельных зернах с благоприятной ориентировкой, у которых плоскости легкого скольжения совпадают с направлением максимальных касательных напряжений. В каждом зерне сдвиг происходит последовательно: сначала по одной плоскости, затем по другой и т. д. Кроме сдвига, происходит и поворот смещенных частей зерна в направлении уменьшения угла между направлениями плоскостей скольжения и направлением растягивающих сил. В результате сдвигов и поворота плоскостей скольжения зерно постоянно вытягивается в направлении растягивающих сил (рис. 2.5, б). Зерна удлиняются настолько, что напоминают волокна, поэтому структура деформированного металла называется волокнистой (рис. 2.5, в). Дальнейшая деформация (вторая стадия) приводит к дроблению зерен.
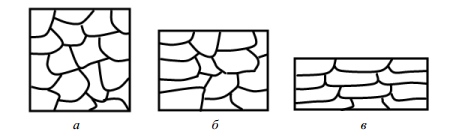
Рис. 2.5. Схема образования текстуры в поликристаллитном теле: а — исходное расположение зерен; б — изменение формы зерен при пластической деформации; в — текстура металла после деформации
В процессе межзеренных и внутризеренных сдвигов происходит искажение кристаллической решетки, удлинение и поворот зерен, их последующее дробление, что, в конечном итоге, затрудняет дальнейшее скольжение. Это вызывает возрастание сопротивления деформации. Кроме того, неравномерная деформация отдельных зерен приводит к возникновению внутренних напряжений, которые так же вызывают увеличение сопротивления деформации.
При холодной пластической деформациимиезнения структуры приводят к повышению твердости НВ и предела прочности металла σв, а также понижению его пластических (относительное удлинение δ) и вязкостных (ударная вязкость КС) свойств (рис. 2.6). Чем больше величина пластической деформации ε, тем значительнее эти изменения.
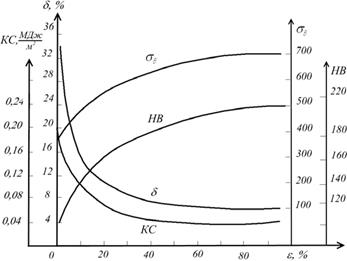
Рис. 2.6. Влияние степени деформации на механические свойства металлов
Изменение свойств и структуры металла в результате пластической деформации в холодном состоянии называется наклепом или упрочнением. Интенсивность нарастания наклепа по мере увеличения степени деформации неодинакова (в начальный момент деформирования она резко увеличивается, а затеммзеадляется ).
Наклеп не всегда является отрицательным фактором, затрудняющим процесс получения заготовки пластическим деформированием. Иногда его используют для получения изделия с необходимыми полезными свойствами (часто в сочетании с последующей термической обработкой). Так, холодной пластической деформацией можно в 2. 3 раза повысить предел прочности (особенно предел текучести). Например, гвозди должны быть изготовленыти могу применяться только из наклепанного металла. Гвозди, у которых наклеп снят термической обработкой (побывавшие в печи), к применению непригодны.
Следует отметить, что наиболее прочным материалом в современной технике является нагартованная (упрочненная) стальная проволока (в немецком языке слово hard означает твердость), получаемая в результате холодного волочения при ε = 80. 90 % и имеющая σв = 3 000. 4 000 МПа. Такая высокая прочность не может быть достигнута легированием и термической обработкой.
Понижение пластических свойств наклепанного металла может быть очень значительным. Например, у низкоуглеродистой стали относительное удлинение δ уменьшается почти в 6 раз (с 30. 35 до 5. 6 %).
При определенной степени деформации металл утрачивает пластичность настолько, что дальнейшее деформирование внешним усилием может привести к его разрушению.
Возврат и рекристаллизация. Деформированный металл по сравнению с недеформированным находится в неравновесном состоянии. В таком металле даже при комнатной температуре могут самопроизвольно протекать процессы, приводящие его в более устойчивоеувтнреннее состояние. При повышении температуры скорость таких процессов возрастает.
При нагреве до сравнительно низких температур протекает процесс возврата, т. е. снятие микронапряжений и частично искажений кристаллической решетки. Изменений структуры при этом еще не наблюдается. Возврат несколько изменяет свойства наклепанного металла (понижается его прочность и повышается пластичность). Возврат происходит при температуре (0,2. 0,3) Тпл, °K.
При дальнейшем нагреве в результате теплового воздействия происходит перестройка кристаллов деформированного тела, зарождение новых зерен (кристаллов) и их рост. Такой процесс называется рекристаллизацией.
В результате рекристаллизации (рис. 2.7) образуются совершенно новые зерна, с неискаженной кристаллической решеткой. Размеры новых зерен могут сильно отличаться от исходных. Образование новых зерен приводит к резкому снижению плотности дислокаций и высвобождению энергии, накопленной при пластической деформации металла. В результате рекристаллизации металл разупрочняется и восстанавливает свои первоначальные свойства, а его зерна становятся равноосными.
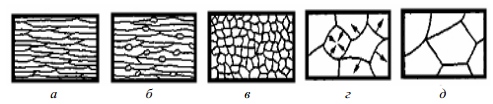
Рис. 2.7. Изменения микроструктуры деформированного металла при нагреве:
а — наклепанный металл; б — начало первичной рекристаллизации; в — завершение первичной рекристаллизации; г, д — стадии собирательной рекристаллизации
Пластически деформированные металлы могут рекристаллизоваться лишь после деформации, степень которой превышает определенное критическое значение, которое называется критической степенью деформации. Для алюминия она составляет
2 %, для железа и меди —
5 %. Если степень деформации меньше критической, то зарождения новых зерен при нагреве не происходит.
Наименьшая температура нагрева, обеспечивающая возможность зарождения новых зерен, называется температурой рекристаллиза- ции Трекр. Рекристаллизация для технически чистых металлов происходит при температурах Трекр ≥ 0,4 Тпл, °K. Температура рекристаллизации Трекр. некоторых металлов представлена в таблице 2.1.
Температура плавления и рекристаллизации некоторых металлов
Пластическая деформация материалов
Пластическая деформация – эффективный инструмент формирования структуры различных материалов. На ее особенностях основаны технологии обработки давлением, придание материалам особых свойств, создание наноматериалов.

Понятие деформации
Под термином «деформация» понимаются любые изменения структуры, формы, размеров тел. Она происходит под влиянием напряжений — сил, которые действуют на единицу площади сечения заготовок или деталей. Деформация металла обусловлена:
- внешними силами;
- усадкой;
- структурными превращениями;
- внутренними физико-механическими процессами.
Примеры прилагаемых к телу нагрузок:
- сжатие – нагрузка прикладывается соосно по направлению к телу;
- растяжение – возникает при продольном от тела приложении нагрузки (соосно или параллельно плоскости, в которой находятся точки крепления тела);
- изгиб – нарушение прямолинейности главной оси тела;
- кручение – возникает при приложении к телу крутящего момента.
Механизм и виды деформирования изучаются материаловедением, физикой твердого тела, кристаллографией.

Твердые тела подвержены двум видам деформации:
- упругой;
- пластической.
В таблице приведены сравнительные характеристики этих явлений.
· в структуре возникают остаточные изменения;
Пластическое деформирование ведет к модификациям в структурах металлов и их сплавов, а, следовательно, к изменениям их свойств.
Механизм возникновения
Возникновение пластической деформации обусловлено процессами, имеющими кристаллографическую природу: скольжением; двойникованием; межзеренным перемещением.
Скольжение
Происходит под воздействием касательных напряжений. Проявляется в виде перемещения одной части кристалла относительно другой. Этот процесс, в пределах кристалла, называется линейной дислокацией. Когда линейная дислокация выходит из кристалла, на его поверхности возникает ступенька, равная одному периоду решетки. Увеличение напряжения ведет к перемещению новых атомных плоскостей. Образуются новые ступеньки единичных сдвигов на поверхности кристалла. Чтобы дислокация продвинулась, не требуется разрывать все атомные связи в плоскости скольжения. Межатомная связь разрывается только в краевой зоне дислокации.

Современная теория основана на положениях:
- последовательность распространения скольжения в плоскости сдвига;
- место возникновения скольжения – это область нарушения кристаллической решетки, возникающая при нагружении кристалла.
Одно из свойств металла – теоретическая прочность. Ее используют для характеристики сопротивления пластическому деформированию. Она определяется силами межатомных связей в кристаллических решетках и значительно превышает реальную. Так для железа прочность:
- 30 кг/мм — реальная;
- 1340 кг/мм — теоретическая.
Различие вызвано тем, что для движения дислокации разрушаются лишь связи между атомами, находящимися у края дислокации, а не все атомные связи. Для этого необходимы меньшие усилия.
Двойникование
Это процесс образования в кристалле областей с закономерно измененной ориентацией кристаллической структуры. Двойникованием достигается незначительная степень деформации.
Двойниковые образования возникают по одному из двух механизмов:
- являются зеркальной переориентацией структуры матрицы (материнского кристалла) в некоторой плоскости;
- путем поворота матрицы на определенный угол вокруг кристаллографической оси.
Двойникование свойственно кристаллам, имеющим решетки:
- гексагональную (магний, цинк, титан, кадмий);
- объемно-центрированную (железо, вольфрам, ванадий, молибден).
Склонность к нему повышается при увеличении скорости деформации и снижении температуры.

Двойникование в металлах с кубической гранецентрированной решеткой (алюминий, медь) — результат отжига заготовки, которая подверглась пластическому деформированию.
Межзеренное перемещение
Такое изменение структуры материала идет вод воздействием растягивающего усилия. Процесс, в первую очередь, начинается в зерне, в котором направление легкого скольжения совпадает с направлением действия нагрузки. Это зерно будет растягиваться. Соседние зерна при этом будут разворачиваться до того момента, когда в них направление легкого скольжения также совместится с направлением силы. После они начнут деформироваться.
Результат межзеренного перемещения – волокнистая структура материала. Его механические свойства неодинаковы в разных направлениях:
- пластичность выше в направлении, параллельном действию растягивающего усилия, чем в перпендикулярном направлении;
- прочность имеет высокие показатели поперек приложению усилия, в продольном направлении – показатели ниже.
Эта разница свойств называется анизотропия
Виды пластической деформации
В зависимости от температуры и скорости процесса различают такие виды пластической деформации:
- Холодную.
- Горячую.


Одно из определяющих понятий — температура рекристаллизации. Она соответствует наименьшей температуре нагрева, при которой возможно возникновение новых зерен и определяется температурой плавления металла по формуле:
Холодная деформация. Наклеп
Холодная деформация проходит при температурах, ниже tрек. В ее результате возникает искажение кристаллической структуры материала. Все зерна растягиваются в одном направлении. Растет прочность, а свойства пластичности снижаются. Это упрочнение называется наклеп (нагортовка). Он может быть:
- полезным — наклепанный слой формируется специально, например в дробеметных машинах, накатыванием поверхностей роликами или шариками, чеканкой бойками, гидроабразивными методами;
- неумышленным (вредным) – возникает при воздействии на металл существенных давлений со стороны обрабатывающего инструмента.
Причина наклепа заключается в развороте плоскостей скольжения и усилении искажений кристаллической решетки. Упрочненный, наклепанный металл быстро вступает в химические реакции, хорошо корродирует и склонен к коррозионному растрескиванию. Деформировать его затруднительно. Но наклеп повышает свойство сопротивления усталости.

В прокатном производстве этот тип деформации применяется для обработки давлением пластичных металлов, заготовок с малым сечением. Такие методы, как штамповка и волочение, позволяют достичь требуемой чистоты поверхности и обеспечить точность размеров.
Устранить изменения в структуре, которые появляются при холодной деформации, возможно термообработкой (отжигом).
При отжиге подвижность атомов повышается. В металле из множественных центров вырастают новые зерна, которые заменяют вытянутые, деформированные. Они характеризуются одинаковыми размерами во всех направлениях. Это эффект называется рекристаллизацией.
Горячая деформация
Горячая деформация имеет такие характерные признаки:
- Температура, выше tрек.
- Материал приобретает равноосную (рекристаллизованную) структуру.
- Сопротивление материала деформированию ниже в десять раз, чем при холодной.
- Отсутствует упрочнение.
- Свойства пластичности более высокие, чем при холодной.
Благодаря этим обстоятельствам, технологии горячей деформации применяются при обработке давлением крупных заготовок, малопластичных и сложно деформируемых материалов, литых заготовок. При этом используется оборудование меньшей мощности, чем для холодной деформации.
Недостаток процесса — возникновение окалины на поверхности заготовок. Это снижает показатели качества и возможность обеспечения требуемых размеров.

Процессы, после которых структура образцов рекристаллизована частично с признаками упрочнения, называются неполной горячей деформацией. Она является причиной неоднородности структуры металла, пониженных механических и пластических характеристик. Регулированием соответствия скорости деформирующего воздействия и рекристаллизации, можно достичь условий, при которых рекристаллизация распространится во всем объеме обрабатываемой заготовки.
Рекристаллизация начинается после окончания деформирования. При значительных температурах описанные явления происходят за секунды.
Таким образом, особенности воздействия холодной деформации используются для улучшения рабочих характеристик изделий. Сочетанием горячей и холодной деформаций, режимов термообработки можно воздействовать на изменение этих свойств в требуемых пределах.
Интенсивная пластическая деформация
Получить беспористые объемные металлические наноматериалы можно технологиями интенсивной пластической деформации (ИПД). Их суть заключается в деформировании металлических заготовок:
- при относительно небольших температурах;
- при повышенном давлении;
- с высокими степенями деформации.
Это обеспечивает формирование гомогенной наноструктуры с большеугловыми границами зерен. Вопреки интенсивному воздействию, образцы не должны получать механические повреждения и разрушаться.
- кручение (ИПДК);
- разноканальное угловое прессование;
- всесторонняя ковка;
- мультиосевое деформирование;
- знакопеременный изгиб;
- аккумулированная прокатка.
Первые работы по созданию наноматериалов выполнены в 80х-90х годах ХХ века с использованием методов кручения и разноканального прессования. Первый метод применим для небольших образцов – получаются пластинки диаметром 10…20 мм и толщиной до 0,5 мм. Для того чтобы получить массивные наноконструкции используется второй метод, в основу которого положена деформация сдвигом.


Методы пластической деформации позволяют получать заготовки из стали, сплавов цветных металлов и других материалов (резина, керамика, пластмассы).
Они высокопроизводительные, позволяют обеспечить требуемое качество получаемых изделий, улучшить их механические свойства.
13. Упругая и пластическая деформация металлов
13. Упругая и пластическая деформация металлов
Деформация – это изменение формы и размеров тела, деформация может вызываться воздействием внешних сил, а также другими физико-механическими процессами, которые происходят в теле. К деформациям относятся такие явления, как сдвиг, сжатие, растяжение, изгиб и кручение.
Упругая деформация – это деформация, которая исчезает после снятия нагрузки. Упругая деформация не вызывает остаточных изменений в свойствах и структуре металла; под действием приложенной нагрузки происходит незначительное обратимое смещение атомов.
При растяжении монокристалла возрастают расстояния между атомами, а при сжатии атомы сближаются. При смещении атомов из положения равновесия нарушается баланс сил притяжения и электростатического отталкивания. После снятия нагрузки смещенные атомы из-за действия сил притяжения или отталкивания возвращаются в исходное равновесное состояние и кристаллы приобретают первоначальные размеры форму.
Деформация может быть упругой, исчезающей после снятия нагрузки, и пластической, остающейся после снятия нагрузки.
Самое малое напряжение вызывает деформацию, причем начальные деформации являются всегда упругими и их величина находится в прямой зависимости от напряжения. Основными механическими свойствами являются прочность, пластичность, упругость.
Важное значение имеет пластичность, она определяет возможность изготовления изделий различными способами обработки давлением. Эти способы основаны на пластическом деформировании металла.
Материалы, которые имеют повышенную пластичность, менее чувствительны к концентраторам напряжений. Для этого проводят сравнительную оценку различных металлов и сплавов, а также контроль их качества при изготовлении изделий.
Физическая природа деформации металлов
Под действием напряжений происходит изменение формы и размеров тела. Напряжения возникают при действии на тело внешних сил растяжения, сжатия, а также в результате фазовых превращений и некоторых других физико-химических процессов, которые связанны с изменением объема. Металл, который находится в напряженном состоянии, при любом виде напряжения всегда испытывает напряжения нормальные и касательные, деформация под действием напряжений может быть упругой и пластической. Пластическая происходит под действием касательных напряжений.
Упругая – это такая деформация, которая после прекращения действия, вызвавшего напряжение, исчезает полностью. При упругом деформировании происходит изменение расстояний между атомами в кристаллической решетке металла.
С увеличением межатомных расстояний возрастают силы взаимного притяжения атомов. При снятии напряжения под действием этих сил атомы возвращаются в исходное положение. Искажение решетки исчезает, тело полностью восстанавливает свою форму и размеры. Если нормальные напряжения достигают значения сил межатомной связи, то произойдет хрупкое разрушение путем отрыва. Упругую деформацию вызывают небольшие касательные напряжения.
Пластической называется деформация, остающаяся после прекращения действия вызвавших ее напряжений. При пластической деформации в кристаллической решетке металла под действием касательных напряжений происходит необратимое перемещение атомов. При небольших напряжениях атомы смещаются незначительно и после снятия напряжений возвращаются в исходное положение. При увеличении касательного напряжения наблюдается необратимое смещение атомов на параметр решетки, т. е. происходит пластическая деформация.
При возрастании касательных напряжений выше определенной величины деформация становится необратимой. При снятии нагрузки устраняется упругая составляющая деформации. Часть деформации, которую называют пластической, остается.
При пластической деформации необратимо изменяется структура металла и его свойства. Пластическая деформация осуществляется скольжением и двойникованием.
Скольжение в кристаллической решетке протекает по плоскостям и направлениям с плотной упаковкой атомов, где сопротивление сдвигу наименьшее. Это объясняется тем, что расстояние между соседними атомными плоскостями наибольшее, т. е. связь между ними наименьшая. Плоскости скольжения и направления скольжения, лежащие в этих плоскостях, образуют систему скольжения. В металлах могут действовать одна или одновременно несколько систем скольжения.
Металлы с кубической кристаллической решеткой (ГЦК и ОЦК) обладают высокой пластичностью, скольжение в них происходит во многих направлениях.
Процесс скольжения не следует представлять как одновременное передвижение одной части кристалла относительно другой, оно осуществляется в результате перемещения в кристалле дислокаций. Перемещение дислокации в плоскости скольжения ММ через кристалл приводит к смещению соответствующей части кристалла на одно межплоскостное расстояние, при этом справа на поверхности кристалла образуется ступенька.
Данный текст является ознакомительным фрагментом.
Продолжение на ЛитРес
Читайте также
БИЧ МЕТАЛЛОВ
БИЧ МЕТАЛЛОВ В мире нет ничего вечного — эту нехитрую истину все знают давно. То, что кажется навеки незыблемым — горы, гранитные глыбы, целые материки, — со временем разрушаются, рассыпаются в пыль, уходят под воду, проваливаются в глубины. Исчезают целые культуры, народы
Свойства металлов и сплавов
Свойства металлов и сплавов В этой главе будет рассказано о металлах, сплавах и их свойствах, что полезно не только для мастеров слесарного дела, но для всех, кто занимается чеканкой, ковкой, художественным литьем (этому посвящены последующие главы).Металл относится к
1. Строение металлов
1. Строение металлов Металлы и их сплавы – основной материал в машиностроении. Они обладают многими ценными свойствами, обусловленными в основном их внутренним строением. Мягкий и пластичный металл или сплав можно сделать твердым, хрупким, и наоборот. Для того чтобы
1. Деформация и разрушение
1. Деформация и разрушение Приложение нагрузки вызывает деформацию. В начальный момент нагружение, если оно не сопровождается фазовыми (структурными) изменениями, вызывает только упругую (обратимую) деформацию. По достижении некоторого напряжения деформация (частично)
2. Механические свойства металлов
2. Механические свойства металлов Механические свойства металлов определяются следующими характеристиками: предел упругости ?Т, предел текучести ?Е, предел прочности относительное удлинение ?, относительное сужение ? и модуль упругости Е, ударная вязкость, предел
3. Способы упрочнения металлов и сплавов
3. Способы упрочнения металлов и сплавов Поверхностное упрочнение металлов и сплавов широко применяется во многих отраслях промышленности, в частности в современном машиностроении. Оно позволяет получить высокую твердость и износостойкость поверхностного слоя при
ЛЕКЦИЯ № 8. Способы обработки металлов
ЛЕКЦИЯ № 8. Способы обработки металлов 1. Влияние легирующих компонентов на превращения, структуру, свойства сталей Легирующие компоненты или элементы, вводимые в стали в зависимости от их взаимодействия с углеродом, находящемся в железоуглеродистых сплавах,
ЛЕКЦИЯ № 11. Сплавы цветных металлов
ЛЕКЦИЯ № 11. Сплавы цветных металлов 1. Цветные металлы и сплавы, их свойства и назначение Ценные свойства цветных металлов обусловили их широкое применение в различных отраслях современного производства. Медь, алюминий, цинк, магний, титан и другие металлы и их сплавы
32. Деформация в движущейся вязкой жидкости
32. Деформация в движущейся вязкой жидкости В вязкой жидкости имеются силы трения, в силу этого при движении один слой тормозит другой. В итоге возникает сжатие, деформация жидкости. Из-за этого свойства жидкость и называют вязкой.Если вспомнить из механики закон Гука, то
§ 23. Коррозия и эрозия металлов
§ 23. Коррозия и эрозия металлов Коррозией металлов называется их разрушение вследствие химического или электрохимического взаимодействия с внешней средой.Химической коррозией называется процесс разрушения металлов без электрического тока, происходящий в среде сухих
4.16. Химическое окрашивание металлов
4.16. Химическое окрашивание металлов Старинные рецепты. (См. «Наука и жизнь», № 9, 1980).Применяя из старинных журналов некоторые рецепты окрашивания металлов, предупреждаем сразу тех, кто пожелает воспользоваться при работе с такими едкими и ядовитыми веществами, как
7.4.5. ЭЛЕКТРОЛИТИЧЕСКОЕ ПОЛУЧЕНИЕ И РАФИНИРОВАНИЕ МЕТАЛЛОВ
7.4.5. ЭЛЕКТРОЛИТИЧЕСКОЕ ПОЛУЧЕНИЕ И РАФИНИРОВАНИЕ МЕТАЛЛОВ Электроосаждение металла на катоде лежит в основе электрохимического получения металлов из растворов (гидроэлектрометаллургия) или из расплавов, а также рафинирования (очистки) металлов.Металлы, имеющие
7.4.7. АНОДНАЯ ОБРАБОТКА МЕТАЛЛОВ
7.4.7. АНОДНАЯ ОБРАБОТКА МЕТАЛЛОВ Разработано и широко применяется несколько методов анодной обработки металлов: электрополирование, анодное оксидирование и размерная обработка.Электрохимическое полирование было открыто русским химиком Е.И. Шпитальским в 1910 г. Процесс
17. Теплоемкость и теплопроводность металлов и сплавов
17. Теплоемкость и теплопроводность металлов и сплавов Теплоемкость – это способность вещества поглощать теплоту при нагреве. Ее характеристикой является удельная теплоемкость – количество энергии, поглощаемой единицей массы при нагреве на один градус. От величины





