Разливка стали и ее ликвация

Выплавленную сталь необходимо извлечь из печей, чтобы превратить в полуфабрикат, пригодный для дальнейшей переработки в изделия. Поэтому сталь выпускают через разливочный ковш в специальные формы – изложницы. Одновременно из разливочного ковша отбирают пробу металла на анализ (ковшовая проба), результаты которого по основным примесям отражаются в сопроводительных документах. В результате затвердевания стали получают стальные слитки, которые затем подвергают вторичной переработке с целью получения продукции, пригодной для непосредственного использования или для изготовления конечных изделий.
По мере совершенствования производства и развития технического прогресса объем единичных плавок возрастал и для некоторых мартеновских печей, по данным Воскобойникова, может превышать 900 тонн, поэтому применяют системы разливки одновременно в несколько изложниц, но все равно возникают проблемы с качеством металла по сечению и высоте изложниц, связанные с проблемами неоднородного застывания слитка и ликвации.
Поскольку сталь – это раствор примесей различных элементов (нас интересует C, S, P и Mn), то процесс кристаллизации осуществляется в температурном интервале примерно в полторы сотни градусов – сначала кристаллизуются более высокоплавкие составляющие, затем более легкоплавкие. При этом состав кристаллов, образующихся в начале застывания, может существенно отличаться от состава последних порций маточного раствора. Такое явление неоднородности сплава, образующегося при кристаллизации слитка, и носит название ликвации.
В зависимости от места расположения, протяженности и объема в слитке различают микро- , макро- и местную ликвацию. К первой относят дендритную (или внутрикристаллическую) ликвацию, ко второй – зональную (прямую и обратную), к третьей – внеосевую, осевую V- образную и пятнистую. Происхождение дендритной (внутрикристаллической) ликвации видно из рис. 5.3, где изображен ход процесса кристаллизации стали. Он складывается из двух стадий – зарождения кристаллов и последующего их роста. Зарождающийся кристалл имеет правильно ограненную (или близкую к ней) форму, причем гранями кристалла являются плоскости с наибольшей плотностью упаковки атомов. Однако сразу после зарождения кристалла правильный рост возникшего кристалла прекращается, и начинается преимущественный рост его вершин, то есть ветвей дендрита. Связано это с т ем обстоятельством, что количество тепла и примесей сплава будет минимальным у вершин и максимальным у центра граней кристалла, что препятствует дальнейшей кристаллизации у граней. От вершин кристалла вырастают оси А первого порядка (стволы дендрита), на них перпендикулярно направленные оси m второго порядка (ветви), на которых аналогичным образом развиваются оси n третьего порядка и так далее. Появление все новых осей и их постепенное утолщение приводит к формированию сплошного кристалла (дендрита).
Скорость роста кристаллов определяется в первую очередь интенсивностью теплоотвода: чем больше скорость теплоотвода и чем больше переохлаждение металла, тем больше будет скорость роста. Необходимо иметь в виду высказанное выше замечание, что сталь – это раствор примесей в железе, и как в истинном растворе, образование твердой фазы идет для основного элемента и примесей неодинаково – сначала образуются оси кристаллов, обедненные примесями, а затем содержание последних в остающемся жидком металле возрастает. Поэтому содержание примесей в последующих осях дендрита возрастает.
Рис. 5.3. Схема дендрита, выросшего в условиях направленного теплоотвода.
По мере затвердевания слитка изменяется скорость теплоотвода, и в соответствии с этим различные зоны слитка имеют различную структуру. На рис. 5.4 приводится в качестве примера строение слитка спокойной стали. Слиток имеет следующие структурные зоны, отличающиеся формой кристаллов и их размерами: тонкая наружная корка из мелких равноосных кристалликов; зона вытянутых крупных столбчатых кристаллов; центральная зона крупных неориентированных кристаллов и зона мелких неориентированных кристаллов внизу слитка, имеющая конусообразную форму (конус осаждения).
Наружная зона образуется в момент соприкосновения жидкой стали с холодными стенками изложницы. Резкое переохлаждение металла вызывает образование очень большого числа зародышей и их быстрый рост, в связи с чем кристаллы не успевают вырасти до значительных размеров и принять определенную ориентацию. Толщина мелкокристаллической корки невелика, поскольку охлаждение жидкого металла с большой скоростью длится очень недолго.

Рис. 5.4. Строение стального слитка: 1 – поверхностный слой равноосных кристаллов; 2 – зона столбчатых кристаллов; 3 – центральная зона беспорядочно ориентированных равноосных кристаллов; 4 – усадочная раковина.
В дальнейшем условия теплоотвода изменяются, и формируется новая кристаллическая зона. Скорость теплоотвода становится поэтому значительно меньшей, но он остается однонаправленным (перпендикулярно стенкам изложницы), из-за этого главные оси образовавшихся кристаллов прекращают свой рост, если они не направлены перпендикулярно стенкам. Таким образом формируется зона столбчатых кристаллов, вытянутых параллельно направлению теплоотвода.
Наконец, в центральной зоне слитка направленный теплоотвод практически не ощущается, и, кроме того, затвердевающий здесь металл удален от всех стенок изложницы примерно на одинаковое расстояние.
Иное наблюдается при кристаллизации кипящей стали. При соприкосновении жидкой стали с холодными стенками изложницы начинается кристаллизация стали, и образуется плотная беспузырчатая корочка. Отсутствие пузырей в наружной корочке объясняется тем, что при ее образовании пузырьки СО могут легко удаляться из стали. Большая скорость кристаллизации и малое ферростатическое давление облегчают интенсивное выделение пузырьков газа, а нарастание корочки ровным фронтом и малый размер кристаллов делают маловероятным застревание пузырьков между ними. Толщина здоровой корочки может изменяться от 3 до 40 мм.
В дальнейшем, по мере ослабления интенсивности отвода тепла, начинается рост вытянутых кристаллов. Условия газовыделения ухудшаются, поэтому образование пузырьков замедляется, и часть их зарождается после того, как сформировались основные дендритные оси. Пузырьки, образовавшиеся в межосных пространствах дендритов, в дальнейшем растут как бы “зажатыми” между растущими вглубь слитка кристаллами и приобретают вытянутую (в виде сот) форму.
Зона сотовых пузырей простирается от низа слитка до уровня, соответствующего половине – двум третям его высоты. Отсутствие сотовых пузырей в верхней части слитка связано с лучшим газовыделением.
Длина сотовых пузырей определяется продолжительностью кипения стали в изложнице, изменяясь в пределах от 30 до 110 мм. Их рост прекращается после того, как произведена механическая закупорка слитка. Поэтому далее образуется зона плотного металла, и лишь в срединной части вновь появляются пузыри, вызванные тем, что давление газов в этой, пока еще жидкой зоне, превосходит ферростатическое давление. В нижней части слитка наблюдаются отдельные пузыри, в верхней части скопление пузырей значительно больше, они образуют головную рыхлость, которая в осевой части слитка может распространяться на глубину до 13% от высоты слитка. Усадочной раковины не образуется.
Структура химически закупоренного слитка кипящей стали несколько отлична. Сотовые пузыри в таком слитке недоразвиты, их длина значительно меньше, чем в механически закупоренном слитке, вторичных пузырей в слитке нет, лишь в головной части слитка наблюдается скопление пузырей и имеются усадочные полости. Полуспокойная сталь по степени раскисленности занимает промежуточное положение между спокойной и кипящей сталями. Полуспокойную сталь раскисляют или марганцем и небольшим количеством кремния, или марганцем с небольшим количеством алюминия.
При кристаллизации полуспокойной стали выделяется лишь небольшое количество окиси углерода, кипение металла в изложнице идет менее интенсивно, чем при кристаллизации спокойной стали. В нормально раскисленном слитке полуспокойной стали (рис. № 5.5) сотовые пузыри расположены в верхней его части близко от поверхности. Вторичных пузырей в слитке полуспокойной стали нет. В головной части слитка имеется большое количество пузырей и сравнительно крупных газовых раковин, образующихся вследствие скопления здесь углерода и кислорода.
Недостатком способа разливки стали в изложницы является значительная неоднородность слитка не только по структуре, но и по химическому составу.
Жидкая сталь представляет из себя однородный раствор углерода, кремния, марганца, фосфора, серы, а также кислорода и других газов в жидком железе, но содержание этих примесей в различных точках стального слитка неодинаково. Такая неоднородность в металлургии называется ликвацией. Объясняется ее появление тем, что коэффициенты разделения конкретных микроэлементов (а все эти примеси не что иное, как микроэлементы) между твердым телом и жидкостью отличны от единицы. У всех примесей коэффициенты разделения меньше единицы, но поскольку они различны, различна и степень ликвации, которая определяется по формуле:
где Сmax и Сmin – максимальное и минимальное содержание конкретного элемента в той или иной части слитка; Сæ – содержание элемента в жидкой стали.

Рис. 5.5. Схема расположения сотовых пузырей в слитке полуспокойной стали.
Типы ликвации
Различают ликвацию двух видов: дендритную и зональную.
Дендритная ликвация – это неоднородность стали в пределах одного кристалла (дендрита), зональная – в пределах слитка. Наибольшей склонностью к дендритной ликвации обладают сера, фосфор и углерод, несколько меньшей – кремний, марганец. Величина дендритной ликвации, то есть различие между содержанием отдельных элементов в осях и межосных пространствах дендритов, достигает существенных значений; так, степень дендритной ликвации в трехтонном слитке составляет: серы – около 200%, фосфора – около 120%, углерода 60%, кремния 20%, марганца 15%.
Поскольку готовность стали к разливке определяется по результатам анализа ковшовой пробы, слишком большая величина слитка может привести к тому, что процесс кристаллизации стали будет протекать так медленно, что неоднородность полученного слитка по ликвации будет превышать допустимые пределы, и сталь пойдет в брак. Поэтому на пути увеличения размеров сталелитейного оборудованияэтот факт накладывает определенные ограничения.
Возможно Вас так же заинтересуют следующие статьи:
Ликвация (в металлургии)
Л. возникает в результате того, что сплавы, в отличие от чистых металлов, кристаллизуются не при одной температуре, а в интервале температур. При этом состав кристаллов, образующихся в начале затвердевания, может существенно отличаться от состава последних порций кристаллизующегося маточного раствора. Чем шире температурный интервал кристаллизации сплава, тем большее развитие получает Л., причём наибольшую склонность к ней проявляют те компоненты сплава, которые наиболее сильно влияют на ширину интервала кристаллизации (для стали, например, сера, кислород, фосфор, углерод). Л. оказывает, как правило, вредное влияние на качество металла, т. к. приводит к неравномерности его свойств.
Различают дендритную Л., которая проявляется в микрообъёмах сплава, близких к размеру зёрен, и зональную Л., наблюдаемую во всём объёме слитка. Дендритная Л. выражается в том, что оси дендритных кристаллов отличаются по химическому составу от межосных пространств. Этот вид Л. может быть в значительной степени устранён при длительном отжиге металла (так называемая гомогенизация ) в результате диффузии примесей. Зональная Л. выражается в наличии в слитке нескольких зон с различным химическим составом, которые в зависимости от характера отклонений от среднего состава сплава называются зонами положительной или отрицательной Л. Различают осевую и внеосевую Л. Для уменьшения зональной Л. ограничивают размеры слитков, а также применяют специальные металлургические процессы: непрерывную разливку, переплав в водоохлаждаемом кристаллизаторе (электрошлаковый или вакуумный) и т. п.
Лит.: Голиков И. Н., Дендритная ликвация в стали, М., 1958; Штейнберг С. С., Металловедение, Свердловск, 1961; Вайнгард У., Введение в физику кристаллизации металлов, пер. с англ., М., 1967.
Большая советская энциклопедия. — М.: Советская энциклопедия . 1969—1978 .
- Ликвационные месторождения
- Ликвация (геол.)
Смотреть что такое “Ликвация (в металлургии)” в других словарях:
ЛИКВАЦИЯ — Свойство некогор. сплавов при охлаждении распадаться на составным части. Словарь иностранных слов, вошедших в состав русского языка. Чудинов А.Н., 1910. ликвация (лат. liquatio плавление, плавка) 1) геол. разделение жидкого, первонач. однородного … Словарь иностранных слов русского языка
ЛИКВАЦИЯ — (от лат. liquatio разжижение плавление) в металлургии, сегрегация, неоднородность химического состава сплава, возникающая при его кристаллизации … Большой Энциклопедический словарь
Ликвация — Ликвация: в геологических науках процесс распада однородной магмы при понижении температуры на две или более разные по составу несмешивающиеся магмы. (от лат. liquatio разжижение, плавление) в металлургии, сегрегация,… … Википедия
ликвация — (от лат. liquatio разжижение, плавление) в металлургии, сегрегация, неоднородность химического состава сплава, возникающая при его кристаллизации. * * * ЛИКВАЦИЯ ЛИКВАЦИЯ (от лат. liquatio разжижение, плавление) в металлургии, сегрегация,… … Энциклопедический словарь
Ликвация — I Ликвация (от лат. liquatio разжижение, плавление) (геол.), процесс разделения первоначально однородного магматического расплава при понижении температуры на две разные по составу несмешивающиеся жидкости. В результате кристаллизации… … Большая советская энциклопедия
ЛИКВАЦИЯ — (от лат. liquatio разжижение, плавление), сегрегация (от позднелат. segregatio отделение), в металлургии 1) неоднородность хим. состава сплавов, возникающая при их кристаллизации. Л. обусловлена тем, что сплавы, в отличие от чистых металлов,… … Большой энциклопедический политехнический словарь
СЕГРЕГАЦИЯ (в металлургии) — СЕГРЕГАЦИЯ, в металлургии 1) то же, что ликвация (см. ЛИКВАЦИЯ). 2) Обжиг труднообогатимых окисленных руд некоторых цветных металлов в присутствии небольшого количества хлора или хлорсодержащей соли с целью перевода металлов, содержащихся в руде … Энциклопедический словарь
Сегрегация (в металлургии) — Сегрегация в металлургии, 1) неоднородность химического состава сплавов; то же, что ликвация. 2) С. в цветной металлургии, комбинированный процесс обжига окисленной руды с последующим обогащением; цель С. ‒ перевод ценных металлов, содержащихся в … Большая советская энциклопедия
Литая сталь — (L acier fondu, Flussstahl, cast steel) Всякий ковкий железный продукт, получаемый путем отливки, принято на заводах назыв. вообще Л. сталью. Такого определения мы будем здесь придерживаться, хотя многие делят Л. металл по способности его… … Энциклопедический словарь Ф.А. Брокгауза и И.А. Ефрона
СПЛАВЫ — макроскопические однородные системы, состоящие из двух или более металлов (реже металлов и неметаллов) с характерными металлич. св вами. В более широком смысле С. любые однородные системы, полученные сплавлением металлов, неметаллов, неорг. соед … Химическая энциклопедия
Формула материалоемкости
Сущность материалоемкости
Предприятия с большим объемом производства должны тщательно контролировать свои материальные затраты. С этой целью применяются специальные показатели, которые дают возможность расчета материалоемкости готовой продукции и заготовок.
Если грамотно оптимизировать показатели материалоемкости, предприятие сможет получить большую прибыль в отчетном периоде. Поэтой причине материалоемкость считается важнейшим коэффициентом, который нельзя оставлять без внимания.
Материалоемкость имеет обратный показатель, который называется материалоотдачей. Оба коэффициента считаются общими показателями эффективности применения ресурсов, которые применяются при производстве продукции предприятия.
В случае снижения материалоемкости, можно говорить о позитивной тенденции, поскольку появляется возможность минимизации себестоимости и производства более конкурентоспособной продукции.

Формула материалоемкости
Формула материалоемкости используется для анализа деятельности предприятия и рассчитывается отношением материальных затрат к объему выпуска продукции.
Формула материалоемкости в общем виде выглядит следующим образом:
Ме = МЗ/Q
Здесь Ме – показатель материалоемкости,
МЗ – сумма материальных затрат,
Q – стоимостной или натуральный показатель суммарных затрат материала.
Получаемую величину чаще всего приводят к сравнению с плановым значением, а посредством отношения факта к плану можно получить коэффициент нормативного использования ресурсов. В случае, когда данный коэффициент превышает единицу, можно говорить о перерасходе потребления в процессе производства. Экономию можно наблюдать при значении коэффициента менее 1.
Виды материалоемкости
Формула материалоемкости представляет собой общий способ измерения потребления ресурсов в процессе производственного цикла. Можно выделить несколько видов материалоемкости:
- Абсолютная материалоемкость, определяющая норму расхода ресурсов на производство каждой единицы продукции, включая степень расхода запаса и чистый вес;
- Структурная материалоемкость, отражающая долю выборочной продукции в общем показателе материалоемкости;
- Удельная материалоемкость представляет собой структурную разновидность, которая приводится к натуральной единице.
Пути улучшения материалоемкости
При исследовании показателей материалоемкости, финансовые менеджеры проводят анализ в соответствующей последовательности:
- В первую очередь определяют качество выполненного заранее планирования обеспечения технологического процесса, проводят анализ соответствия факта разработанному нормативу.
- Определение потребности предприятия в подобных ресурсах;
- Оценка эффективности использования материалов;
- Проведение факторного анализа, который позволит понять, какие составляющие требуют большего количества ресурсов, а какая сфера требуетснижения показателя;
- Расчет влияния стоимости материалов на производственный объем;
- Принятие решений о мероприятиях по улучшению ситуации.
Примеры решения задач
Отчетный год – 243 000 тыс. руб.,
Планируемый год – 269 000 тыс. руб.,
Материальные затраты на производство
Отчетный год – 139 000 тыс. руб.,
Планируемый год – 136 000 тыс. руб.
Ме = МЗ/Q
Ме (отчетный период) = 139000/243000 = 0,57 руб. на каждый рубль продукции,
Ме (планируемый период)=136000/269000 = 0,51 руб. на каждый рубль продукции,
Вывод. Мы видим, что предприятие планирует снизить материалоемкость продукции в планируемом периоде.
Сумма материальных затрат
1 год – 1 140 тыс. рублей,
2 год – 1 200 тыс. рублей.
Стоимость выпущенной продукции
1 год – 2 180 тыс. рублей,
2 год – 2 500 тыс. рублей.
Определить показатель материалоемкости и сравнить показатели за 2 года.
Ме = МЗ/Q
Ме (1 год) = 1140/2180 = 0,52 руб.
Ме (2 год) = 1200 / 2500 = 0,48 руб.
Вывод. Мы видим, что материалоемкость уменьшилась, что говорит о более эффективной работе предприятия.
Что такое материалоемкость?
Контроль эффективности материальных вложений базируется на анализе ряда показателей. Материалоемкость является одним из важнейших показателей этого ряда.
Сущность показателя
Материалоемкость выражает отношение величины материальных затрат к стоимости выпущенной продукции.
где: МЕ – материалоемкость, МЗ – величина затрат, ВП – выпуск продукции с использованием этих материальных затрат.
Материалоемкость указывает, сколько материальных затрат необходимо на производство единицы продукции. Чаще всего в расчетах фигурируют суммарные, стоимостные величины материальных затрат и выпуска продукции. Однако объем выпуска продукции может быть выражен в стоимостных или натуральных показателях.
Если показатель равен или выше 1, это может означать:
- перерасход сырья, материалов;
- некорректное определение стоимости материалов.
Цель анализа данного показателя – определить и поддерживать наиболее низкое значение показателя при сохранении объема выпуска продукции.
Как правило, исчисляется плановое и фактическое значение материалоемкости, результаты сравниваются и анализируются. Чем ниже показатель материалоемкости, тем больший объем готовой продукции можно произвести. Показатель, обратный рассматриваемому, – материалоотдача (МО). Он определяет выпуск продукции на 1 руб. использованных материальных ресурсов. Формула: МО = ВП/ МЗ.
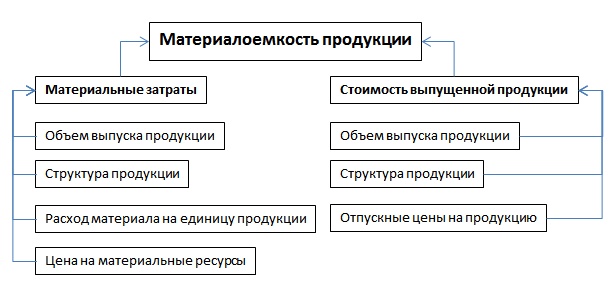
Факторный анализ показателя
На стоимость выпущенной продукции влияют:
- величина произведенной продукции;
- цена единицы продукции;
- структура продукции.
Материальные затраты изменяются под влиянием:
- величины произведенной продукции;
- материальных затрат на единицу продукции;
- цены материальных ресурсов;
- структуры продукции.
Изменяя указанные факторы, оптимизируя их под потребности конкретного производства, можно добиться нужного значения материалоемкости.
В аналитических целях можно рассчитать абсолютную, структурную и удельную материалоемкость. Абсолютная МЕ — расход основных видов сырья, материалов на физическую единицу готовой продукции (расход металла на выпуск одного трактора, расход топлива на 1000 кВт. ч электроэнергии). Структурная МЕ указывает на долю конкретных материалов в общей материалоемкости изделий, в изготовлении готового продукта. Иными словами, это доля каждого материала в номенклатуре. Удельная МЕ — расход основных видов сырья, материалов на единицу технической характеристики продукта (затраты металла на единицу мощности двигателя).
Показатель материалоемкости часто определяется как часть более сложных комплексных расчетов, включающих в себя исчисление обратного показателя материалоотдачи, удельного веса материальных затрат в полной себестоимости продукции, коэффициента использования материальных ресурсов (отношение суммы фактических материальных затрат к материальным затратам, рассчитанным по плановым калькуляциям и фактическому выпуску и номенклатуре продукции; выявляет соблюдение норм расходования материалов).
Примеры расчета
Смысл показателя можно видеть на условных примерах.
Первый пример
Пусть в текущем году фактически выпуск продукции составил 450100 руб., а по плану на этот же год — 445200 руб. При этом фактически сложилась сумма материальных затрат отчетного года (материалы, топливо, сырье, полуфабрикаты) — 250200 руб., а плановые затраты — 232100 руб. МЕ фактическая = 250200 / 450100 = 0,56 руб. затрат на рубль продукции. МЕ плановая = 232100 /445200 = 0,52 руб. затрат на рубль продукции. Фактическая материалоемкость оказалась выше планового показателя на (0,56 — 0,52) = 0,04 руб., что требует углубленного анализа причин, начиная с методики разработки планируемых показателей и далее.
Второй пример
Пусть в текущем году фактически выпуск продукции составил 450100 руб., при этом фактически сложилась сумма материальных затрат отчетного года 250200 руб. В предшествующем году было выпущено продукции на сумму 410000 руб., а сумма материальных затрат – 258300 руб. МЕ отчетного года = 250200 / 450100 = 0,56 руб. затрат на рубль продукции. МЕ предшествующего года = 258300 / 410000 = 0,63 затрат на рубль продукции. При тех же фактических показателях отчетного года, по сравнению с предшествующим годом, фактически материалоемкость снизилась на (0,63 — 0,56) = 0,07 руб.
Практическая значимость показателя
Высокий удельный вес материальных затрат в общей сумме затрат на производство обуславливает их существенное влияние на величину получаемой прибыли. Отсюда вытекает и большой практический смысл показателя. Снижение материалоемкости открывает для фирмы новые перспективы:
- общее снижение себестоимости продукции, увеличение прибыли;
- возможность увеличить объем выпуска продукции без увеличения расхода материалов;
- снижение рыночной цены продукции, увеличение конкурентоспособности;
- укрепление финансового положения фирмы в целом.
Снижение материалоемкости может быть осуществлено за счет пересмотра и оптимизации технологии производства, внедрения безотходных и малоотходных технологий; внедрения системы поощрений персоналу, рационально использующему материалы, санкций за допущенный перерасход.
Проблема снижения материалоемкости, как правило, требует разработки и осуществления долгосрочной программы экономии ресурсов.
Материалоемкость: формула. Материалоемкость – это.
В условиях большого производства очень важно контролировать материальные затраты. Для этого применяют показатели, позволяющие рассчитать материалоемкость готовой продукции и заготовок.
При грамотной оптимизации представленных показателей компания получает большую прибыль в отчетном периоде. Поэтому материалоемкость — это важный коэффициент, который не должен оставаться без внимания. Как его рассчитать и трактовать, следует рассмотреть подробнее.
Общая характеристика
Материалоемкость — это показатель, способный отразить картину использования имеющихся у предприятия ресурсов. Это расход запасов, который приходится на денежную единицу готовой продукции.
Данная методика используется для оценки средств производства организации. Обратным этому показателю будет коэффициент материалоотдачи.
Это общие показатели эффективности применения ресурсов, используемых для изготовления продукции предприятия. Если материалоемкость продукции снижается, это является позитивной тенденцией.
Подобные примеры позволяют минимизировать себестоимость и производить более конкурентоспособную продукцию, соответственно, у организации в конце отчетного периода увеличивается прибыль от реализации товаров и услуг. Именно по этой причине аналитики при исследовании финансово-экономической ситуации на предприятии обязательно рассчитывают систему показателей материалоемкости.
Группа показателей
Материалоемкость — это один из показателей, которые позволяют оценить использование ресурсов предприятия. Для осуществления полноценного анализа производственной деятельности компании в области запасов применяются несколько методик.
Для этого вместе с материалоемкостю обязательно исследуют показатели материалоотдачи и коэффициент раскроя материала. Все они важны для всесторонней оценки.
Как уже говорилось выше, материалоотдача является обратным показателем материалоемкости. Она показывает, сколько продукции получилось из потребленных ресурсов.
Коэффициент раскроя дает возможность понять, грамотно ли были обработаны существующие запасы. Для этого складывают натуральные величины всех заготовок (длины, вес и т. д.), которые были произведены из конкретного числа ресурсов, а затем делят этот результат на массу исходных ресурсов. Наиболее важным в этой системе оценки является именно материалоемкость.
Формула расчета
Материалоемкость, формула которой используется аналитиками в процессе исследований, заслуживает отдельного рассмотрения. Она рассчитывается путем деления материальных затрат на объем выпуска готовой продукции. Формула имеет такой вид:
Ме = Мз/N, где Мз — суммарные затраты материала, N — объем выпуска (в натуральном или стоимостном виде).
Полученный показатель сравнивается с плановым значением. Путем деления факта на план получается коэффициент нормативного использования ресурсов. Если он больше 1, на производстве существует перерасход потребления. Экономия определяется при коэффициенте менее 1.
Виды материалоемкости
Материалоемкость, формула которой была представлена выше, является общим методом определения потребления ресурсов в производственном цикле. Но существует несколько разновидностей этого показателя.
Материалоемкость может быть удельной, структурной и абсолютной. Последняя из них позволяет финансовому менеджеру определить норму расхода ресурсов на производство единицы готовой продукции, ее чистый вес и степень расхода запасов.
Структурная разновидность покажет долю выборочных изделий в общем показателе материалоемкости. А удельный тип этого показателя является структурным вариантом, который был приведен к натуральной общей единице. Ее используют только для изделий одной группы товаров.
Пути улучшения
Исследуя показатели материалоемкости, финансовый менеджер проводит анализ в определенной последовательности.
- Первоначально выясняется качество выполненного ранее планирования обеспечения технологического процесса, и анализируется соответствие факта разработанным нормативам.
- Затем определяется потребность организации в подобных ресурсах. Оценивается эффективность использования материалов. Проведение факторного анализа на этом этапе даст возможность понять, какая составляющая требует большего количества ресурсов, в каких сферах требуется снижение показателя.
- Завершает исследование проведение расчетов влияния стоимости материалов на объем производства.
На основе проведенных вычислений принимаются решения о мероприятиях, направленных на улучшение ситуации.

Руководитель может проводить следующие действия. Продумывается способ ведения малоотходного производства и комплексного использования сырья. Также возможно более обширное применение синтетических материалов и улучшение качества готовой продукции. Для этого необходимо тщательнее подготавливать сырье для выпуска основной продукции.
Следует улучшить организацию нормативной базы. Также потребуется оптимизировать количество оборотных средств, обновить технику и технологию производства.
Персонал должен придерживаться правил бережного отношения к материалам и орудиям труда.
Результат оптимизации
Проведение мероприятий, которые положительно влияют на показатели материалоемкости продукции, приведут к ряду перемен.

- Благодаря снижению себестоимости увеличивается реализация. Из одного и того же количества исходного сырья будет возможно производить больше готовой продукции.
- Снижение себестоимости позволит уменьшить цену на продукцию, что увеличит потребительский спрос и конкурентоспособность этих товаров. Это приведет к возрастанию прибыли и позволит внедрять новые технологии производства, модернизировать технику.
- Управление материальными ресурсами улучшит структуру оборотных средств и позволит гармоничнее управлять капиталом. Это снижает риск банкротства и повышает инвестиционный рейтинг компании.
Стабильная, оптимизированная работа организации открывает перед ней массу новых возможностей развития.
Материалоемкость — это значимый показатель оценки эффективности деятельности компании. Его оптимизация откроет перед компанией множество интересных перспектив.
Материалоемкость продукции (формула)
В этой статье рассмотрим материалоемкость продукции предприятия и формулу расчета показателя для бизнес-плана.
Материалоемкость продукции
Что такое материалоемкость?
Материалоемкость – это показатель, который характеризует расход материалов на 1 рубль изготовленной продукции. Данный показатель измеряется в деньгах. Используется он в анализе и учете запасов на предприятии. Показатель является обратным показателю материалоотдача. Материалоотдача характеризует количество продукции произведенного с каждого рубля запасов.
Оценка стоимости бизнеса |
Финансовый анализ по МСФО |
Финансовый анализ по РСБУ |
Расчет NPV, IRR в Excel |
Оценка акций и облигаций |
Формула расчета материалоемкости продукции
Формула расчета материалоемкости по балансу следующая:

Материалоемкость продукции показывает отношение стоимости материальных затрат к стоимости произведенного продукта. Он отражает затраты сырья, запасов и других ресурсов на единицу произведенной продукции. Чем ниже показатель материалоемкости, тем больше готовых продуктов сможет произвести предприятие. Исходя из данной формулы можно получить показатель материалоотдачи, который является обратным материалоемкости. Формула расчета его по балансу предприятия следующая:

где: V – стоимость произведенного продукта, М – стоимость материальных затрат.
Материалоемкость виды
Выделяют следующие виды материалоемкости продукции: абсолютную, структурную и удельную. Абсолютная материалоемкость показывает норму расхода на один готовый продукт. Структурная материалоемкость характеризует удельный вес группы материалов в изготовлении готового продукта. Удельная материалоемкость – это структурная материалоемкость приведенная к натуральной единице измерения (метры, литры и т.д.).
Факторный анализ материалоемкости
Материалоемкость продукции в первую очередь зависит от стоимости объема выпуска продукции и суммы материальных затрат на ее изготовление. Стоимость объема выпуска продукции может измениться из-за объема выпуска продукции, структуры продукции и отпускных цен на продукцию. На материальные затраты влияют также объем выпуска продукции, ее структура, расход материала на единицу продукции и цены на материальные ресурсы.
Резюме
Анализ материалоемкости позволяет сделать выводы об эффективности использования запасов организации при изготовлении готовой продукции. На его основе можно выявить резервы снижения затрат на энергетические ресурсы, сырье и материалы. Основная цель использования и расчета материалоемкости продукции – экономия затрат на производство и повышения эффективности хозяйственной деятельности предприятия.
Автор:
Жданов Василий, к.э.н.
Содержание:
Материалоёмкость, один из основных показателей экономической эффективности общественного производства. Материалоёмкость характеризует удельный (приходящийся на единицу продукции) расход материальных ресурсов (основных и вспомогательных материалов, топлива, энергии, амортизации основных фондов) на изготовление продукции. Материалоёмкость может измеряться в стоимостном и натуральном выражении. Показатель Материалоёмкость используется при анализе производственно-хозяйственной деятельности промышленных предприятий, в частности себестоимости продукции, при сравнительном анализе удельных затрат в различных отраслях промышленности, а также при укрупнённых методах планирования материально-технических ресурсов, установления оптовых цен на новую продукцию и тому подобному. Этим и обуславливается актуальность данного исследования.
Цель данной работы – изучить проблемы снижения материалоемкости продукции.
Для достижения поставленной цели необходимо:
– раскрыть понятие материалоемкости продукции,
– охарактеризовать значение материалоемкости продукции.
1. Экономическое значение материалоемкости
Материалоемкость продукции – один из важнейших обобщающих показателей, характеризующих в денежном выражении затраты материальных ресурсов на единицу продукции (работ, услуг).
Материалоемкость продукции определяется отношением всей совокупности текущих материальных затрат (без амортизации) в отраслях, на предприятиях или других объектах материального производства к общей стоимости валовой продукции соответствующих объектов, т. е. характеризует величину указанных затрат на 1 рубль продукции (работ, услуг).
Определить материалоемкость можно путем деления стоимости материальных затрат на стоимость произведенного с их помощью продукта:

Где М з – стоимость материальных затрат;
П – стоимость произведенного продукта [7, с.212]
Материалоемкость продукции и уровень использования материальных ресурсов может характеризоваться также различными натуральными и удельными показателями. Например, в натуральном выражении определяется расход топлива на производство 1 кВт/ч электроэнергии, расход бензина на 100 км пути, расход электроэнергии на выплавку 1 т алюминия и т. п. Уровень использования материальных ресурсов отражают также показатели выхода готовой продукции из единицы сырья, материалов, например, количество металла или другого полезного компонента, получаемого из 1 т руды и т. п. Все материальные ресурсы, расходуемые в процессе производства и реализации продукции (работ, услуг), входят в структуру их себестоимости и составляют во многих отраслях преобладающую часть общих затрат. Так, доля материальных затрат в издержках производства составляла в 1999 г. в отечественной промышленности 64,6 процента, в сельском хозяйстве – 66,3, в строительстве – 56,1 процента. Поэтому уменьшение материалоемкости, всемерная экономия материальных ресурсов имеют огромное значение для повышения эффективности экономики страны и каждого предприятия, обеспечивает снижение издержек производства, рост прибыли, рентабельности и конкурентоспособности хозяйства.
Пути и резервы снижения материалоемкость продукции чрезвычайно многообразны. Они имеются и могут быть реализованы на каждом предприятии, в каждой отрасли. Ведущую роль играет проведение различных инновационных мероприятий, в том числе широкое внедрение материало – и энергосберегающей техники, малоотходной и безотходной технологии, комплексной переработки сырья. Большой эффект дает использование наиболее экономичных и прогрессивных высококачественных видов материальных ресурсов, в том числе заменителей, соответствующих по своему качеству, форме, сечению, размерам, химическому составу и другим показателям самым современным требованиям. Значительные резервы экономии связаны с сокращением брака и отходов производства, их утилизацией и вторичным использованием, улучшением складского хозяйства, хранения и транспортировки материальных и топливных ресурсов. 2. Оценка эффективности использования материальных ресурсов
В процессе потребления материальных ресурсов в производстве происходит их трансформация в материальные затраты, поэтому уровень их расходования определяется через показатели, исчисленные исходя из суммы материальных затрат.
Для оценки эффективности материальных ресурсов используется система обобщающих и частных показателей (табл.2).
Применение обобщающих показателей в анализе позволяет получить общее представление об уровне эффективности использования материальных ресурсов и резервах его повышения.
Частные показатели используются для характеристики эффективности потребления отдельных элементов материальных ресурсов (основных, вспомогательных материалов, топлива, энергии и др.), а также для установления снижения материалоемкости отдельных изделий (удельной материалоемкости).
Показатели эффективности материальных ресурсов





