Для чего нужна термообработка?
Надежность и долговечность оборудования, металлоконструкций и трубопроводов находятся в непосредственной зависимости от качества изготовления составляющих их элементов, деталей и узлов. В процессе эксплуатации последние подвергаются воздействию статических, динамических и циклических нагрузок, влиянию агрессивных сред, работают при экстремально высоких и низких температурах, находятся в условиях интенсивного износа.
Таким образом, эксплуатационная надежность металлоизделий находится в прямой зависимости от прочности, износостойкости, термо- и коррозионной стойкости составляющих их элементов.
В целях повышения этих характеристик необходимо правильно выбирать материалы деталей, совершенствовать их конструкцию, устранять неточности сборки, улучшать методы холодной и горячей обработки.
Для современного производства характерны высокие требования к свойствам материалов, обусловленные постоянным ростом производства, повышением производительности технологических процессов и связанной с ними необходимости изготовления крупногабаритного и сложного оборудования (реакторов, колонн, емкостей, теплообменников, фильтров). В связи с возрастающей интенсивностью нагружения производственного оборудования, например, печного (змеевиков печей) или динамического (компрессоров, насосов), важной задачей становится увеличение их срока эксплуатации и межремонтного цикла за счет использования более качественных материалов. Повышение рабочего давления и увеличение диаметров технологических трубопроводов, предназначенных для транспортировки агрессивных газообразных и жидких сред и эксплуатирующихся в сложных климатических условиях, влечет за собой применение новых материалов и высокотехнологических способов получения и обработки труб. Этим высоким требованиям лишь в редких случаях могут отвечать материалы в состоянии поставки. Основная часть ответственных конструкционных элементов нуждается в упрочнении или стабилизации эксплуатационных свойств, не изменяющихся с течением времени, поэтому одним из способов повышения механических и физико-химических свойств металлических материалов является термическая обработка.
Термической обработкой металлов (термообработкой) называется совокупность операций нагрева, выдержки и охлаждения твердых металлов и металлических сплавов.
Термообработку проводят с целью изменения структуры и соответственно свойств металлов и сплавов в заданном направлении. Термическая обработка применяется для целенаправленного изменения структуры материала, а именно, фазового состава и перераспределения компонентов, размеров и формы кристаллических зерен, вида дефектов, их количества и распределения, что позволяет, в конечном счете, достаточно легко получать требуемые свойства материалов.
Следует отметить, что изменение структуры и соответственно свойств возможно не только под воздействием тепла, но и под влиянием других внешних факторов, например, при проведении химической, механической, радиационной, электромеханической и других видов обработки.
Важно помнить, что свойства металлов и сплавов зависят не только от их структуры, но и от их химического состава, который формируется в ходе проведения металлургических и литейных процессов. При термической обработке химический состав остается неизменным, лишь иногда при неправильно выбранном составе защитной среды и температурно-временных параметров термообработки изменяется химический состав на поверхности заготовок и изделий в результате протекания процессов обезуглероживания, науглероживания или окисления. В данной статье влияние химического состава на изменение различных свойств металлов и сплавов не рассматривается.
Задачами термической обработки являются ликвидация внутренних напряжений в металлах и сплавах, улучшение обрабатываемости резанием или давлением, повышение механических и эксплуатационных свойств и др.
Термической обработке подвергают заготовки, полуфабрикаты и готовые изделия. Номенклатура изделий, чрезвычайно широка – от крепежных изделий до крупнейших отливок и поковок статического и динамического нефтехимического оборудования.
Термической обработке подвергают стали, чугуны и сплавы на основе цветных металлов. Так, например, в химическом машиностроении основную долю обрабатываемых сталей составляют углеродистые стали Ст3, сталь 20 и др. (> 50%), доля низколегированных сталей типа 09Г2С, 16ГС, 12ХМ составляет
20%, а коррозионностойких сталей – 26-28%. Среди чугунов чаще всего применяют высокопрочный и ковкий чугуны. Наиболее распространенными сплавами на основе цветных металлов являются сплавы на основе никеля, титана, алюминия и меди.
Необходимо понимать, что для одного и того же материала, т.е. материала с одним химическим составом, благодаря проведению различных режимов термической обработки можно получить несколько разных структур, обладающих абсолютно различными свойствами. Улучшение механических свойств с помощью термообработки дает возможность шире использовать сплавы более простых составов. Термообработкой можно увеличить допускаемые напряжения, уменьшить массу деталей и механизмов, повысить их надежность и долговечность.
Термическую обработку металлов и сплавов проводят обычно в тех случаях, когда имеют место:
· полиморфные превращения в металле;
· ограниченная и переменная (увеличивающаяся с температурой) растворимость в твердом состоянии одного компонента в другом;
· изменение строения под влиянием холодной пластической деформации.
В основе современной классификации видов термической обработки лежат представления о фазовых и структурных изменениях в сплаве.
Термическая обработка подразделяется на собственно термическую, термомеханическую и химико-термическую.
Собственно термическая обработка включает в себя следующие основные виды: отжиг 1-го рода, отжиг 2-го рода, закалку, отпуск. Нормализация несколько выпадает из общей классификации, т.к. имеет особенности при применении к сталям разной степени легированности.
Все виды термической обработки отличаются друг от друга температурой нагрева, продолжительностью выдержки при этой температуре и скоростью охлаждения по окончании выдержки.
Отжиг 1-го рода включает в себя гомогенизационный (диффузионный) отжиг, рекристаллизационный отжиг, отжиг для снятия напряжений.
Гомогенизационный отжиг необходим для выравнивания химического состава сталей, для устранения последствий дендритной ликвации. Рекристаллизационный отжиг используют в промышленности как первоначальную операцию перед холодной обработкой давлением (для придания материалу наибольшей пластичности), как промежуточный процесс между операциями холодного деформирования (для снятия наклепа) и как окончательную термическую обработку для придания полуфабрикату или изделию необходимых свойств. Отжиг для снятия напряжений применяют для литых, кованых и катаных заготовок, деталей после обработки резанием, шлифовки, сварки, термообработки с целью полного или частичного снятия остаточных макронапряжений в изделиях, которые могут вызывать искажение формы (коробление) и изменение размеров изделия во время ее обработки, эксплуатации и хранения.
Отжиг 2-го рода подразделяют на полный отжиг, неполный отжиг, изотермический отжиг, сфероидизацию, нормализацию.
Полный отжиг применяют, главным образом, при обработке доэвтектоидных и эвтектоидных сталей с целью получения равномерной мелкозернистой структуры, снижения уровня напряжений, твердости и прочности, улучшения обрабатываемости резанием. Неполный отжиг используют для доэвтектоидных сталей для смягчения их перед обработкой резанием. Изотермический отжиг чаще применяют для легированных сталей для получения однородной структуры требуемой дисперсности с заданным уровнем свойств, а также для улучшения обрабатываемости сталей резанием. Сфероидизация представляет собой отжиг на зернистый перлит, структура которого имеет наименьшую твердость и обеспечивает наилучшую деформируемость сталей при волочении, глубокой вытяжке, холодной прокатке. В случае использования нормализации как предварительной обработки ее цели те же, что и при отжиге: получение равновесной мелкозернистой структуры, снижение твердости для последующей механической обработки. В заэвтектоидных сталях нормализация является единственным способом устранения грубой и хрупкой сетки цементита. Нормализацию как окончательную термообработку применяют для среднеуглеродистых машиностроительных сталей, строительных сталей и теплостойких сталей перлитного класса.
Закалку применяют для получения максимальной твердости, прочности и износостойкости изделий.
Отпуск проводят для приведения закаленного сплава в более устойчивое структурное состояние, снятия внутренних напряжений, повышения вязкости и пластичности.
По количеству проводимых операций термообработка может быть простой и состоять из одной из указанных операций или может быть сложной и состоять из нескольких операций.
По объему нагреваемого изделия термическая обработка может быть как полной (иначе объемной), т.е. нагреву подвергается все изделие, так и местной, когда нагревается локальный участок изделия.
По назначению термическую обработку подразделяют на предварительную и окончательную.
Цель предварительной (иначе промежуточной) обработки – предотвращение появления дефектов (флокенов, трещин) в металле после его обработки давлением в горячем состоянии и снижение твердости металла для облегчения проведения последующей механической обработки, например, обработки резанием, а также уменьшение остаточных напряжений и подготовки структуры под окончательную термическую обработку.
При окончательной термической обработке в металле формируется необходимая структура, обеспечивающая получение требуемого уровня физико-механических свойств готового изделия.
Качество термической обработки определяют следующие основные критерии:
· обеспечение требуемых свойств материала;
· сведение к минимуму побочных явлений – нежелательного изменения геометрических параметров изделий (формы, размеров, состояния поверхности) или нарушения сплошности материала;
· обеспечение высоких технико-экономических показателей термического передела.
При незначительных затратах на термическую обработку (обычно не превышающих 2-4% полной себестоимости) результаты ее могут оказывать большое влияние на трудоемкость и стоимость работ на смежных участках производства. В связи с этим многие производители предпочитают не проводить термическую обработку, что позволяет им сократить технологический процесс изготовления изделия. Иногда это и с научной, и с практической точки зрения оправдано, но иногда – нет. Термическая обработка должна стать обязательной в тех случаях, когда снижение рабочих характеристик изделия, а также высокий уровень остаточных напряжений могут превысить допустимые пределы и привести к катастрофическому и необратимому разрушению металла.
В связи с этим, надо не только тщательно продумывать технологические процессы объемной и местной термической обработки, но и строго соблюдать их режимы, добиваясь получения оптимальных структур и высокого уровня физико-механических и эксплуатационных свойств в изделиях с целью обеспечения их длительной и надежной работы.
Виды термической обработки стали
Чтобы придать металлам необходимые характеристики, прибегают к термической обработке. Завод металлоконструкций ЧЗМК выполняет закалку и отжиг стали и цветных сплавов.
Назначение термической обработки
Поскольку металлические конструкции и изделия подвергают разнообразным нагрузкам и испытаниям, они должны быть прочными, износостойкими, сопротивляться коррозии и другим разрушительным факторам. Чтобы повысить их стойкость, придать другие необходимые свойства, прибегают к термической обработке, которая меняет физико-механические характеристики сплавов. Иногда это промежуточный этап на стадии производства металлической продукции, иногда – конечный.
В процессе происходят важнейшие изменения в структуре металла. В зависимости от выбранного вида термообработки, будет отличаться и результат. В металлообрабатывающей промышленности с помощью таких технологий создают сплавы с уникальными характеристиками. Если назначение термической обработки – повысить податливость, пластичность, после нее металл будет легче резать, придавать ему желаемую форму.
Но некоторые операции увеличивают такие характеристики, как твердость, циклическая прочность. Кроме того, при помощи термообработки удается устранить дефекты, которые вызваны ошибками или просчетами на предыдущих производственных этапах.
Преимущества термообработки металлов
При грамотно выбранном режиме и продолжительности процедур удается добиться заданных характеристик. Термическую обработку ценят за следующие достоинства:
- увеличивается стойкость металла к износу;
- за счет улучшения технических показателей возрастает срок службы металлоконструкций и изделий;
- уменьшается количество деталей, непригодных к использованию;
- благодаря повышению прочности, долговечности и износостойкости сокращаются финансовые издержки.
Чтобы стали обрели желаемые свойства, необходимо специальное оборудование. Это высокотехнологичные печи, в которых за счет высоких температур добиваются сильного нагрева, вызывающего изменения в структуре металла. Однако для качественной термообработки важна регулировка мощности, других настроек. Поскольку каждому металлу требуется свой температурный режим. Также его подбирают под цели термической обработки – в зависимости от того, какие именно свойства нужно придать стали или цветному сплаву.

Принцип термической обработки
Хотя процессы отличаются температурным режимом, длительностью и другими тонкостями, в целом процедура протекает по одному и тому же принципу. Термическую обработку стали выполняют в следующей последовательности:
- Нагрев.
- Выдержка.
- Охлаждение.
Для первого этапа крайне важно точно подобрать температуру и выполнить нагрев до указанного предела. Температурный режим предопределяется тем, предстоит ли работать со сталью или с другими сплавами, какие именно свойства следует придать металлу.
Также имеет значение продолжительность выдержки. Сплавы претерпевают желаемые изменения в структуре, только когда температура держится в конкретном диапазоне в течение определенного времени.
Скорость охлаждения – не менее значимая константа. В некоторых случаях в работе со сталью при термообработке ее оставляют в печи, где она очень долго остывает вместе с оборудованием. Но иногда требуется более быстрое понижение температуры металла, чтобы в структуре не произошли нежелательные изменения. И тогда после термической обработки заготовку выставляют остывать на воздухе.
Виды термообработки стали
Имея общий алгоритм действий, предприятия выполняют термическую обработку разными способами. Располагая всего тремя инструментами – нагрев, выдержка и охлаждение, удается решать широчайший круг задач. Если одни виды термической обработки стали предназначены для увеличения ее прочности, то другие повышают пластичность и текучесть. Поэтому важен профессионализм, четкое понимание процессов, протекающих в структуре.
Отжиг
К одним из самых востребованных видов термообработки относят отжиг, который выполняют для понижения твердости и снятия внутреннего напряжения. Зачастую он необходим после горячей обработки стали давлением. Например, такой термической обработке подвергают заготовки после ковки, прокатки и штамповки. Иногда к отжигу прибегают вслед за сваркой. Он же используется, если на предыдущем этапе работы со сталью допущены ошибки и возникли дефекты.
Суть такой термической обработки заключается в нагреве выше критической точки, последующей выдержке и охлаждении. Благодаря этому структура обретает равновесность, впоследствии со сталью проще работать способом резания.

Закалка
Эту термическую обработку выполняют, чтобы увеличить твердость сплава. Если говорить о процессах, которые происходят со сталью, то в ее структуре вместо перлита образовывается мартенсит, проходя через стадию аустенита.
Воздействуя при помощи высоких температур на металл, сначала добиваются аустенитного превращения. Чтобы избежать промежуточную структуру, заготовку помещают в масло. Там происходит быстрое охлаждение стали до мартенситных превращений. Однако далее снижение температур должно замедлиться. Иначе распад аустенита будет неполным и не удастся при помощи термообработки придать стали желаемую твердость.
Отпуск
Такую термическую обработку осуществляют для повышения пластичности одновременно со снижением хрупкости. При этом удается сохранить высокую прочность стали. Отпуск делят на три вида, в зависимости от уровня нагрева металла. Он бывает:
- низкотемпературным;
- среднетемпературным;
- высокотемпературным.
В первом случае термическую обработку выполняют, доведя сплав до 250 градусов. Преимущественно данный способ применим для закаленной стали. Также низкотемпературному отпуску подвергают инструменты из углеродистых и низколегированных металлов.
Второй вид предполагает термическую обработку стали с нагревом до 350-500 градусов. Он обеспечивает повышение упругости и выносливости. Улучшается еще одно ценное свойство – релаксационная стойкость.
Среднетемпературный отпуск протекает с охлаждением в два этапа – сначала в воде, а затем на воздухе. Благодаря этому стали придают сжимающие остаточные напряжения, что улучшает выносливость.

Высокотемпературный отпуск – это нагрев до 500-680 градусов. Благодаря данной термической обработке удается совместить высокую прочность с пластичностью и вязкостью. Подобные свойства особенно ценятся при производстве деталей, на которые будут выпадать повышенные ударные нагрузки. Например, это валы и зубчатые колеса.
Эти виды термообработки приводят к распаду мартенсита. Также в процессе происходит полигонизация и рекристаллизация.
Химико-термическая обработка
Суть подобных мероприятий заключается в нагреве и выдержке в химически активных средах. Посредством такой термообработки удается поменять химический состав, а не только структуру и свойства стали.
Процедура показана по отношению к заготовкам, в которых должна сохраняться твердость поверхности и вязкость сердцевины. Также удается повысить коррозионную стойкость и сопротивление усталости.
Химико-термическую обработку осуществляют, применяя жидкие, твердые и газообразные среды. В зависимости от того, какими веществами насыщается металл, выделяют следующие виды процедур:
- цементация;
- азотирование;
- цианирование и пр.
Если термообработку совмещают с нанесением углерода, как в первом случае, сталям придают высокую прочность и сопротивление истиранию. Процесс происходит с погружением в порошкообразную смесь, в соляные ванны или в печи с цементирующими газами.
Суть азотирования заключается в насыщении стали азотом. Термообработку выполняют в печи, меняя длительность процесса, в зависимости от нужной глубины проникновения химического вещества.
Цианирование предполагает насыщение углеродом и азотом одновременно. Благодаря этому сталям придают высокую твердость, стойкость к истиранию и к коррозии. Такую термическую обработку выполняют, используя цианистые соли, азотирующие газы, порошки и пасты.
Термомеханическая обработка
Данная методика сравнительно новая. Она позволяет сохранить пластичность, выполнить пластическую деформацию и упрочнить структуру.
Металл доводят до аустетинтного состояния. При быстром охлаждении начинается формирование мартенсита. В это же время выполняют наклеп аустенита – посредством прокатки, штамповки либо ковки. За счет этого и происходит улучшение физико-механических свойств стали.
В зависимости от того, какая используется температура, термомеханическая обработка бывает:
- высокотемпературной;
- низкотемпературной.
В первом случае превышают высшую критическую точку, приступают к пластической деформации и завершают закалкой. Во втором – сначала происходит нагрев, затем охлаждение до температуры, когда сохраняется аустенит, но еще не начинается рекристаллизация. На этой стадии осуществляют пластическую деформацию.
Криогенная обработка
Чтобы поменять свойства металлов, используют не только высокие, но и низкие температуры. Как и при термообработке, удается снять остаточные напряжения и повысить износостойкость деталей. Увеличивается твердость заготовок, их прочность. В процессе остаточный аустенит трансформируется в мартенсит. Данные мероприятия выполняют в криогенном процессоре.
Применяемое оборудование
В термических цехах встречаются разнообразные установки. Поскольку и назначение термической обработки бывает различным, возникает потребность в нескольких видах печей:
- шахтные;
- камерные;
- вакуумные;
- с выдвижным подом.
Первые называют универсальными. В них возможно выполнять термообработку разными способами. В шахтных печах размещаются заготовки любого размера. Сюда отправляют детали для нагрева перед закалкой, для отжига и отпуска, для цементации. Более того, в них работают не только со сталями, но и с цветными металлами.
В камерных печах обрабатывают преимущественно заготовки среднего и мелкого размера. Их устанавливают на различных предприятиях и в качестве самостоятельных единиц, и в составе автоматизированного комплекса.
В вакуумных печах, помимо термической обработки, можно выполнять пайку, спекание материалов. Оборудование ценят за то, что оно в точности придерживается заданных технологических параметров. Температура не откланяется от нужного предела больше чем на 5 градусов. Такие печи используются для термической обработки конструкционной стали. В них проходят разнообразные процедуры титановые сплавы, тугоплавкие металлы.
Печи с выдвижным поддоном особенно удобны, когда необходимо обработать очень крупную деталь либо узел. Для загрузки и выгрузки стали обычно используют специальные краны и кран-балки. Однако оборудование этого типа имеет существенные недостатки. Во-первых, оно громоздкое, поэтому не на каждом предприятии найдется пространство для его установки. Во-вторых, из-за специфики конструкции высоки теплопотери.

В основном печи с выдвижным поддоном применимы для отжига сварных конструкций. В них доводят заготовки крупных габаритов до аустенитного состояния. Еще один способ применения – подготовка для ковки.
Особенности термообработки цветных сплавов
Цветные металлы требуют особого подхода к обработке, в отличие от работы со сталями. Индивидуальный подход обусловлен особенностями строения кристаллической решетки. Режим и характер воздействия подбирают также с учетом теплопроводности, химической активности. Но многие процессы с цветными металлами протекают в тех же печах, где обрабатывают стали.
Завод металлоконструкций ЧЗМК подвергает термической обработке различные стали, цветные металлы. Для этого предприятие оснащено разнообразным современным оборудованием. Высокая квалификация и профессионализм специалистов служат залогом превосходного результата.
Виды пластмасс и их характеристики

Пластмассы или пластики – конструкционный материал из природных и синтетических полимеров. Пластики применяют для формовки изделий сложных конфигураций путем нагревания и давления.
«Пластмассы или пластические массы – материалы основным компонентом которых являются высокомолекулярные соединения(полимеры).
Полимерами называются соединения, молекулы которых состоят из большого числа атомных группировок, соединенных атомными связями в длинные цепи.
С точки зрения химического состава полимеры могут быть
- органическими,
- неорганическими,
- элементоорганическими.
Простейшим органическим полимером является полиэтилен — продукт полимеризации этилена. Этилен — насыщенный углеводород, легко вступающий в реакции присоединения.
СН2= СН2 + СН2= СН2→ СН2 ─ СН2 ─ СН2 ─ СН2
Две молекулы исходного вещества (мономера) этилена образуют бутилен, который называется димером.
Три молекулы образуют, например, тример, тетрамер, то есть n молекул при соединении образуют полимер.
nСН2= СН2 →[─ СН2 ─ СН2─]n
Многократно повторяющиеся группировки, которые являются остатками мономеров, называются звеньями; большая молекула, состоящая из звеньев, называется полимерной цепью.
Число звеньев в цепи n называется степенью полимеризации. Произведение молекулярного веса звена на число звеньев, равно молекулярному весу полимера.
Степень полимеризации n может варьироваться в широких пределах, от нескольких единиц до десятков тысяч.
Полимеры с высокой степенью полимеризации называются высокополимерами с низкой олигомерами.
Наибольшее практическое значение имеют высокополимеры.
Полимеры, построенные из одинаковых мономеров, называются гомополимерами. Если полимер образуется из разных мономеров он называется сополимером или смешанным полимером.
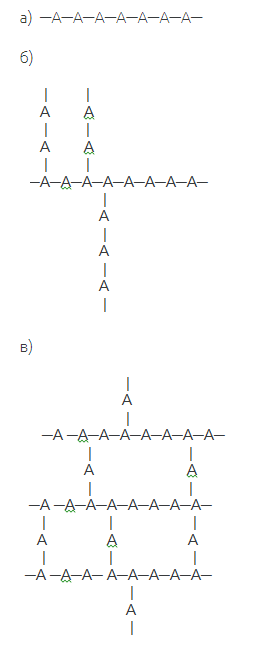
В зависимости от того, как соединяются мономеры полимер может иметь: линейное (а), разветвленное (б) или сетчатое (в) строение.
К органическим полимерам относят высокомолекулярные соединения содержащие атомы углерода. Наряду с атомами углерода они могут содержать атомы водорода, кислорода, азота, серы, галогенов (фтор, хлор, бром, йод) при этом, эти атомы могут входить в состав главной цепи. Цепь, имеющая наибольшую длину, называется главной.
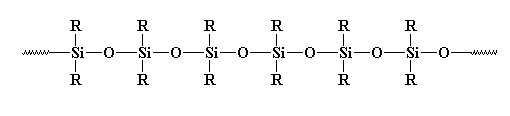
В неорганических полимерах в полимерной цепи нет атомов углерода, их цепи состоят из элементов неорганического происхождения, наиболее известный из них силикон, обладающий гибкостью присущей каучукам и высокой термостойкостью.
В зависимости от происхождения полимеры подразделяются на:
- природные
- синтетические.
Наиболее известными природными полимерами, применяемыми в промышленности являются натуральный каучук и гуттаперча, а также казеин и желатин.
Особую роль в индустрии пластмасс играют роль, так называемые, крупнотоннажные полимеры, к которым относятся полиэтилен, полипропилен, полистирол, сополимер акрилонитрила бутадиена и акрилата, сополимер акрилонитрила, бутадиена и стирола (АБС-сополимер), полиэтилентерефталат, поливинилхлорид, а также синтетические каучуки.
На основе этих полимеров изготавливается подавляющее большинство изделий различного назначения для всех отраслей народного хозяйства.
Каждый полимер и полимерный материал имеет соответствующее международное обозначение. Обозначения для распространенных полимеров и полимерных материалов приведены ниже.
ABA Сополимер акрилонитрила, бутадиена и акрилата
ABS Сополимер акрилонитрила, бутадиена и стирола (АБС-сополимер)
ACETAL Полиформальдегид, сополимеры формальдегида
ACS Сополимер акрилонитрила, хлорированного полиэтилена и стирола
AES Сополимер акрилонитрила, этилена и стирола
AS Сополимер акрилонитрила и стирола
ASA Сополимер акрилового эфира, стирола и акрилонитрила
BUTIRATE Ацетат-бутират целлюлозы
CA Ацетат целлюлозы
CAB Ацетат-бутират целлюлозы
CAP Ацетат-пропионат целлюлозы
CARBON Материал, содержащий углеволокно
CE Целлюлоза
COC Циклоолефиновый сополимер
CoPA Сополиамид
COPOLYE Сополиэфир
CPE Хлорированный полиэтилен
CPVC Хлорированный поливинилхлорид
Сrystal PS Полистирол общего назначения (прозрачные неокрашенные марки)
EAA Сополимер этилена и акриловой кислоты
EMAA Сополимер этилена и метакриловой кислоты
EMAC Сополимер этилена и метилакрилата
EMI/ESD Термопластичные материалы, наполненные волокном из нержавеющей стали
EPDM Тройной сополимер этилена, пропилена и диена (СКЭПТ)
E/VA Сополимер этилена и винилацетата (СЭВ)
EVA Сополимер этилена и винилацетата (СЭВ)
EVAC Сополимер этилена и винилацетата (СЭВ)
FRP Полимер, наполненный волокнистым наполнителем
FPVC Пластифицированный поливинилхлорид
GPPS Полистирол общего назначения
HDPE Полиэтилен высокой плотности (полиэтилен низкого давления)
HIPS Ударопрочный полистирол
HMW-HDPE Высокомолекулярный полиэтилен высокой плотности
HMWHDPE Высокомолекулярный полиэтилен высокой плотности
HMW-PE Высокомолекулярный полиэтилен
HMW PVC Высокомолекулярный поливинилхлорид
HTN Термостойкий полиамид HTN
I Иономер
IONOMER Иономер
IPS Полистирол средней ударной прочности
LCP Жидкокристаллический полимер
LDPE Полиэтилен низкой плотности (полиэтилен высокого давления)
LLDPE Линейный полиэтилен низкой плотности
LMDPE Линейный полиэтилен средней плотности
MABS Сополимер метилметакрилата, акрилонитрила, бутадиена и стирола
MBS Сополимер метилметакрилала, бутадиена и стирола
MDPE Полиэтилен средней плотности
MIPS Полистирол средней ударной прочности
MPPO Модифицированный полифениленоксид
PA Полиамид
PA 11 Полиамид 11
PA 12 Полиамид 12
PA 46 Полиамид 46
PA 4.6 Полиамид 46
PA 6 Полиамид 6
PA 6/10 Полиамид 610
PA 6/12 Сополимер полиамида 6 и полиамида 12
PA 6.6 Полиамид 66
PA 6/66 1) Сополимер полиамида 6 и полиамида 66; 2) смесь полиамида 6 и полиамида 66
PA 6/6T Полиамид 6/6T
PA 612 Сополимер полиамида 6 и полиамида 12
PA 6-3 Полиамид 6-3-T
PA 6-3-T Полиамид 6-3-T
PA 63T Полиамид 6-3-T
PA 66 Полиамид 66
PA 66/6 1) Сополимер полиамида 66 и полиамида 6; 2) смесь полиамида 66 и полиамида 6
PA 66/610 1) Сополимер полиамида 66 и полиамида 610; 2) смесь полиамида 66 и полиамида 610
PA 6T Полиамид 6T
PAEK Полиарилэфиркетон
PAI Полиамидимид
PAR Полиарилат
PAS Полиарилсульфон
PASU Полиарилсульфон
PA transp. Прозрачный полиамид
PA tsp Прозрачный полиамид
PB Полибутилен, сополимеры бутилена с этиленом
PBT Полибутилентерефталат
PBTP Полибутилентерефталат
PC Поликарбонат
PC-HT Высокотермостойкий поликарбонат
PCT Полициклогександиметилентерефталат (термопластичный полиэфир PCT)
PE Полиэтилен
PEBA Полиэфирблокамид
PEBD Полиэтилен низкой плотности (французское и испанское обозначение)
PEC Хлорированный полиэтилен
PE-C Хлорированный полиэтилен
PEEK Полиэфирэфиркетон
PEEL Термопластичный полиэфирный эластомер
PE-HD Полиэтилен высокой плотности (полиэтилен низкого давления)
PE-HMW Высокомолекулярный полиэтилен
PEI Полиэфиримид
PEK Полиэфиркетон
PEKEKK Полиэфиркетон-эфиркетон-кетон
PEKK Полиэфиркетон-кетон
PE-LD Полиэтилен низкой плотности (полиэтилен высокого давления)
PE-LLD Линейный полиэтилен низкой плотности
PE-MD Полиэтилен средней плотности
PES Полиэфирсульфон
PET Полиэтилентерефталат
PETG Полиэтилентерефталатгликоль
PETP Полиэтилентерефталат
PE-UHMW Сверхвысокомолекулярный полиэтилен
PEX Сшитый полиэтилен
PISU Полиимидсульфон
PK Поликетон
PMMA Полиметилметакрилат
PMMA/PC Смесь полиметилметакрилата и поликарбоната
PMMI Поли(n-метил)метакрилимид
PMP Поли-4-метилпентен-1
PO Полиолефин
POM Полиформальдегид, полиоксиметилен, полиацеталь, сополимеры формальдегида
POM-HI Полиформальдегид, модифицированный каучуком
PP Полипропилен
PPA Полифталамид
PPE Полифениленовый эфир
PP-EPDM Смесь полипропилена и тройного сополимера этилена, пропилена и диена
PP/EPDM Смесь полипропилена и тройного сополимера этилена, пропилена и диена
PPO Полифениленоксид
PPOm Модифицированный полифениленоксид
PPS Полифениленсульфид
PPSO2 Полифениленсульфон
PPSU Полифениленсульфон
PPT Политриметилентерефталат
PP-TC Полипропилен с химически связанным наполнителем
PROPIONATE Ацетат-пропионат целлюлозы
PS Полистирол
PSF Полисульфон
PS-HI Ударопрочный полистирол
PS-GP Полистирол общего назначения
PS-I Полистирол средней ударной прочности
PSU Полисульфон
PU Полиуретан
PUR Полиуретан
PVC Поливинилхлорид
PVCC Хлорированный поливинилхлорид
PVC-P Пластифицированный поливинилхлорид
PVC-U Непластифицированный поливинилхлорид
PVDC Поливинилиденхлорид
PVdC Поливинилиденхлорид
RPVC Непластифицированный поливинилхлорид
RTPU Жесткий термопластичный полиуретан
SAN Сополимер стирола и акрилонитрила
SB Сополимер стирола и бутадиена
S/B Сополимер стирола и бутадиена
SBS Стирол-бутадиен-стирольный сополимер
SEBS Стирол-этилен-бутилен-стирольный блоксополимер
Si Силиконовый полимер
SIS Стирол-изопрен-стирольный блоксополимер
S/MA Сополимер стирола и малеинового ангидрида
SMA Сополимер стирола и малеинового ангидрида
SMMA Стиролметилметакрилат
SMS Стирол-альфа-метилстирол
sPS Синдиотактический полистирол
SPS Синдиотактический полистирол
SRP Самоупрочняющиеся полимеры
TEO Термопластичный полиолефиновый эластомер
TES Термопластичный стирольный эластомер
TPA Термопластичный полиамидный эластомер
TPE Термопластичный эластомер
TPEL Термопластичный эластомер
TPE-A Термопластичный полиамидный эластомер
TPE-E Термопластичный полиэфирный эластомер
TPE-O Термопластичный полиолефиновый эластомер
TPE-S Термопластичный стирольный эластомер
TPES Термопластичный стирольный эластомер
TPE-U Термопластичный полиуретан
TPO Термопластичный полиолефиновый эластомер
TPR Термопластичная резина
TPU Термопластичный полиуретан
TPUR Термопластичный полиуретан
TPX Поли-4-метилпентен-1
Если у Вас возникли вопросы по возможному способу переработки того или иного полимера, мы всегда готовы вам помочь с выбором технологической схемы, подбором рецептуры и поставкой необходимого оборудования.
Пластмассы для изготовления деталей: виды, свойства, применение

Пластические массы (пластмассы, пластики) — материалы на основе природных или синтетических полимеров, способные под влиянием нагревания и давления формоваться в изделия сложной конфигурации и затем устойчиво сохранять приданную форму. Пластмассы подразделяются на реактопласты и термопласты.
В состав пластмасс, кроме полимера, могут входить минеральные или органические наполнители, пластификаторы, стабилизаторы, красители, смазывающие вещества и др.
Пластмассы отличаются малой плотностью, высокими диэлектрическими свойствами, хорошими теплоизоляционными характеристиками, устойчивостью к атмосферным воздействиям, стойкостью к агрессивным средам и резким сменам температур.
Теплостойкость пластмасс невелика. Для большинства пластмасс теплостойкость по Мартенсу равна 80—140°С. Некоторые разновидности пластмасс (например, полисилоксаны) обладают теплостойкостью до 200—250°С.
Теплостойкость по Мартенсу представляет собой температуру, при которой в стандартном образце, подвергнутом действию регламентированной изгибающей нагрузки, возникают остаточные деформации. Таким образом, теплостойкость по Мартенсу характеризует стабильность формы при повышенных температурах под нагрузкой.
Во многих случаях предельная рабочая температура определяется не степенью деформации материала, а другими факторами, зависящими от условий работы детали, например, падением диэлектрических качеств с повышением температуры. Для деталей, работающих без нагрузки и при незначительных нагрузках, предельной рабочей температурой можно считать температуру, при длительном воздействии которой появляются признаки теплового перерождения материала. Эта температура может быть значительно выше температуры теплостойкости по Мартенсу.
Теплостойкость реактопластов определяют по потере массы образца при длительном нагреве при определенной температуре.
Существенным недостатком пластмасс как конструкционного материала является малая твердость (в среднем НВ 10—30) и низкие прочностные характеристики.
Предел прочности (разрушающие напряжения) на разрыв большинства пластмасс 50—100 МПа. При введении волокнистых, тканевых и слоистых наполнителей предел прочности повышается до 200—300 МПа. Наивысшей прочностью обладают пластмассы с наполнителем из стекловолокна (стекловолокниты) и стеклотканей (стеклотекстолиты), предел прочности при разрыве которых составляет 400—500 МПа, т. е. сравним с прочностью углеродистых сталей.
Другой недостаток пластмасс — низкое значение модуля упругости, обусловливающее малую жесткость изделия. Модуль нормальной упругости у большинства пластмасс Е = (1—3)·10 3 МПа. Введение наполнителей повышает модуль упругости до (7—10)·10 3 МПа. У стекловолокнитов и стеклотекстолитов Е = (1,5—3,0)10 4 МПа, что все же в 8—15 раз меньше модуля упругости стали. Ударопрочность пластмасс незначительна. Удельная ударная вязкость ан большинства пластмасс равна 0,01—0,03 МДж/м 2 и только отдельных пластмасс (тетрафторэтилена, поликарбоната, капрона, а также стекловолокнитов) достигает 0,1—0,3 МДж/м 2 .
Недостатком почти всех пластмасс является малая стабильность формы, обусловленная малой жесткостью, мягкостью (изменение формы под действием внешних нагрузок), высоким значением коэффициента линейного расширения (изменение размеров при колебаниях температуры), быстрым размягчением при повышении температуры (у термопластов). Многие пластмассы набухают в воде, керосине, бензине и минеральных маслах. Некоторые пластмассы (политетрафторэтилен) отличаются свойством хладотекучести (ползучести). Под действием сравнительно небольших напряжении (2—5 МПа) такие пластмассы приходят в состояние текучести даже при умеренных температурах (20—60°С) и неограниченно изменяют размеры, пока действует нагрузка.
К недостаткам пластмассовых изделий следует отнести также сильное влияние режима формования на их прочностные характеристики. Отклонения от технологического режима приводят к рассеиванию прочностных характеристик в пределах одной и той же партии изделий. У деталей сложной формы наблюдается рассеивание прочностных характеристик из-за неоднородности структуры, обусловленной различием условий формирования и отверждения пластмассового материала в различных участках детали.
Большинство пластмасс при длительном воздействии повышенных или низких температур, а также при многократных резких колебаниях температуры постепенно утрачивают первоначальные свойства, теряя прочность и становясь хрупкими. Длительное облучение ультрафиолетовыми лучами (прямой солнечный свет) делает пластмассы хрупкими; окрашенные пластмассы выцветают.
Светостойкость и устойчивость к атмосферным воздействиям пластмасс в некоторой степени можно повысить введением специальных стабилизирующих добавок. Отдельные разновидности пластмасс (например, тетрафторэтилен) обладают полной устойчивостью к атмосферным воздействиям.
Композиционные пластмассы. Синтетические смолы применяют в чистом виде или с наполнителями. Наполнители вводят в виде порошков, волокон, тканей, слоистых материалов. Содержание наполнителей в изделии колеблется в пределах 20—60% по массе.
Порошкообразные наполнители вводят в состав пресс-порошков , применяемых для прессования фасонных изделий. В качестве наполнителей применяют древесную муку, каолин, молотый кварц, слюду, графит, металлические порошки и т. д. Связующим служат чаще всего фенолоформальдегидные смолы. В последнее время применяют пресс-порошки на основе аминопластов.
Введение каолина повышает прочность и вязкость, асбеста — теплостойкость, слюды и кварцевой муки — диэлектрические качества. Металлические порошки повышают теплопроводность и увеличивают прочность; порошкообразный графит улучшает антифрикционные качества.
Волокнистые наполнители (хлопковые очесы, стеклянное волокно) применяют для увеличения прочности и ударной вязкости. Наибольшее распространение среди волокнистых пластиков получили стекловолокниты, представляющие собой композицию отверждающих синтетических смол со стеклянными волокнами толщиной 5—10 мкм, обладающими большой прочностью и высоким модулем упругости. Введение стекловолокна повышает прочность пластиков в 3—4 раза.
Волокна могут быть рублеными или непрерывными, с беспорядочным или ориентированным расположением.
Максимальной прочностью обладают стекловолокниты с ориентированным волокном (стекловолокнистые анизотропные материалы СВАМ). Однако им присуща резкая анизотропия свойств: прочность в направлении волокон в 2—3 раза превышает прочность поперек волокон.
В качестве связующих применяют фенолоформальдегидные смолы, эпоксиды, полисилоксаны.
Стекловолокниты применяют для изготовления силовых оболочковых конструкций — корпусов легких судов, кабин, вагонеток, кузовов автомобилей. Из стекловолокнитов с ориентированным волокном изготовляют высокопрочные плиты и трубы.
Для изготовления изделий, от которых требуется повышенная теплостойкость, применяют асбоволокниты — композиции синтетических смол с асбестовым волокном.
Максимальной теплопроводностью обладают волокниты на основе полисилоксановых смол с кварцевым волокном.
Текстолиты получают горячим прессованием уложенных правильными слоями полотнищ хлопчатобумажной ткани, пропитанных отверждающимися синтетическими смолами.
В качестве связующих для текстолитов чаще всего применяют фенолоформальдегидные смолы с поливинилацетатом, с полисилоксаном, с эпоксидной смолой.
Слоистые пластики представляют собой опрессованные композиции синтетических смол со слоистыми наполнителями — крафт-бумагой ( гетинакс ), древесным шпоном ( древесно-слоистые пластики ДСП). В качестве связующего чаще всего применяют фенолоформальдегидные смолы. Наибольшее распространение в этой группе пластиков получили древесно-слоистые пластики, применяемые в качестве отделочного материала в строительстве, а также для изготовления силовых оболочковых конструкций. Плотность ДСП равна (1,3—1,5)·10 3 кг/м 3 , прочность на растяжение 200—300 МПа; удельная ударная вязкость 0,1—0,2 кДж/м 2 , модуль упругости (15—20)· 10 3 МПа; теплостойкость 140—160°С; водопоглощаемость 5—10%.
Из ДСП изготавливают лопасти вентиляторов, воздушных винтов, лопатки первых ступеней аксиальных компрессоров, а также подшипники, выдерживающие большие нагрузки при умеренных и средних окружных скоростях.
Пористые пластики представляют собой вспененные смолы с равномерно распределенными порами. Вспенивания достигают введением в состав формируемых синтетиков газообразователей ( порофоров ) — веществ, выделяющих при температуре формования большие количества инертного газа. В качестве газообразователя чаще всего применяют углекислый аммоний. Равномерное распределение пор обеспечивают введением эмульгирующих добавок. Поры составляют от 80 до 98% объема пластика. Степень пористости и размер пор зависят от количества вводимых порофоров и эмульгаторов, от свойств исходных смол и от режима формования.
В зависимости от характеристик исходной смолы пористые пластики могут быть жесткими или эластичными. К первым относятся пористые пластики на основе термореактивных смол (фенолоформальдегиды, аминопласты) и отверждающихся полимеров.
Эластичные пористые пластики изготовляют на основе эластичных термопластов (поливинилхлориды, полиолефины). Упругие характеристики пористых пластиков можно регулировать совмещением смол различных свойств.
Особенностями пористых пластиков являются малая плотность (0,2—0,3)·10 3 кг/м 3 , весьма низкая теплопроводность (0,36—0,72)·10 -4 Вт/(м·°С) и высокие тепло- и звукоизоляционные свойства. Прочность пористых пластиков более низкая, чем у массивных пластиков, притом в тем большей мере, чем больше пористость.
Различают две разновидности пористых пластиков: с преимущественно замкнутыми газонаполненными и с преимущественно открытыми, сообщающимися между собой порами. Первые называют пенами (или пенопластами ), вторые — г убками (или поропластами ).
Пенопласты обладают более высокой прочностью, стойкостью и более высокими тепло- и звукоизоляционными свойствами, более устойчивы к воздействию различных атмосфер, чем поропласты.
Поропласты из эластичных полимеров применяют главным образом в качестве амортизирующего материала, для изготовления мягких сидений, для упругой подвески приборов и т. д.
Пенопласты используют главным образом в строительстве в качестве тепло- и звукоизолирующего материала. Пенопласты этого типа изготавливают в виде готовых плит и блоков, на основе полистирола и поливинилхлоридов. Теплостойкость их равна 60—80°С.
Пенопласты используют для заполнения оболочковых конструкций с целью увеличения их прочности и жесткости. Широкое применение получили пенопласты в самолетостроении для заполнения полостей отсеков, обтекателей, элементов оперения, роторов вертолетов, поплавков гидросамолетов и т. д. Обеспечивая связь между стенками конструкции, пенопластовое заполнение способствует равномерной передаче рабочих нагрузок на силовые оболочки, резко увеличивает жесткость и устойчивость конструкций и позволяет сократить число внутренних металлических связей (нервюр и стрингеров), а во многих случаях совершенно исключить их.
Для изготовления оболочковых конструкций обычно применяют самовспенивающиеся пластики в виде полужидких смесей смол с порофорами, эмульгаторами и отвердителями. Смесь заливают в полость между стенками конструкции и подвергают нагреву, в результате чего происходит вспенивание и отверждение пластика. Самовспенивающиеся массы для оболочковых конструкций должны обладать высокой адгезией к металлу, прочностью и жесткостью. Так как прочность пенопластов зависит от степени пористости, применяют пористость не выше 80—90% [плотность (0,2—0,3)·10 3 кг/м 3 ].
Самовспенивающиеся пластики изготовляют преимущественно на основе фенолоформальдегидных смол и фенолокаучуковых композиций. Применяют также пластики на основе полиуретанов и полисилоксанов. Теплостойкость полисилоксановых пенопластов достигает 150°С.
Для создания легких, прочных и жестких конструкций применяют также сотопласты , получаемые соединением тисненных по форме пчелиных сот хлопчатобумажных или стеклянных тканей, пропитанных термореактивными или отверждающимися смолами. Размеры сот 8—12 мм.
Наибольшей прочностью и жесткостью обладают металлические соты, получаемые склеиванием тисненой фольги из алюминиевых или магниевых сплавов, предварительно покрытой пленкой из фенолнеопреновых клеев или клеев из модифицированных эпоксидов. Эти же клеи служат для присоединения к сотам покровных оболочек.
Механическая обработка большинства пластмасс затруднительна, так как присущая им износостойкость вызывает быстрое затупление режущего инструмента. Изделия из пластмасс обрабатывают твердосплавным или алмазным инструментом при высоких скоростях резания и малых подачах. По качеству поверхности и прочности механически обработанные изделия уступают прессованным и литым.
Таким образом, изделия из пластмасс — это преимущественно изделия массового производства, где оправдано применение дорогостоящих пресс-форм, прессового оборудования и литейных машин. Единичное изготовление изделий из пластиков непроизводительно и невыгодно. Исключение составляет лишь процесс изготовления крупногабаритных оболочковых конструкций из стекловолокнистых пластиков. Этот процесс плохо поддается механизации и осуществляется в индивидуальном порядке с применением ручного труда.
Положительной особенностью пластмасс является легкость включения металлической арматуры при прессовании или литье под давлением. Это обеспечивает возможность создания пластико-металлических конструкций.
Многие пластмассы (аминопласты, полистиролы, поливинилхлориды, полиметилметакрилаты) в исходном состоянии прозрачны или имеют белый цвет и хорошо поддаются окраске.
Области применении пластмасс. Пластмассы — важнейшие конструкционные материалы современной техники. Основные области применения — это электротехника, радиотехника и химическое машино- и приборостроение.
Износостойкие пластмассы типа полиамидов и полиолефинов применяют для изготовления направляющих прямолинейного движения в металлорежущих станках. При условии защиты от абразивных веществ (металлических опилок, пыли, грязи и т. д.) пластмассовые направляющие могут длительно работать даже в условиях малой смазки.
Низкие механическая прочность и жесткость, малая стабильность формы — факторы, ограничивающие применение пластмасс для силовых деталей. Для таких деталей главным образом используют стеклопластики. Из них делают крупногабаритные конструкции оболочкового типа.
Пластмассы применяют для изготовления сепараторов подшипников качения. Сепараторы непосредственно отпрессовывают или же отливают под давлением. Конечная отделка состоит только в удалении заусенцев, причем их удаляют не механически (остающиеся мелкие частицы могут повредить подшипник при эксплуатации), а другими способами, из которых наиболее приемлемым является обжигание пламенем. Сепаратор должен иметь устойчивые размеры, и поэтому производят так называемую стабилизацию материалов (кипячение в масле и т. п.).
Ранее для изготовления сепараторов применяли только слоистые пластики с тканевым наполнителем (текстолиты). В настоящее время применяют главным образом тефлон (политетрафторэтилен), иногда пористый тефлон, который после пропитки маслом становится самосмазывающимся. Широко распространены сепараторы подшипников с тонкослойным антифрикционным покрытием из пластмасс. Толщина покрытия не должна превышать 0,3 мм. Чтобы понизить трение, пластмассы, применяемые для сепараторов, обычно наполняют графитом или двусернистым молибденом.
Виды пластмасс
Пластмасса — это высокопрочный, эластичный материал, который при нагревании становится мягким и пластичным. В этот промежуток времени из нее можно слепить практически все что угодно. После остывания изделие вновь становится твердым.
Краткая история появления
Считается, что первооткрывателем пластмассы был британский изобретатель Паркс. В 1855г. он решил чем-нибудь заменить материал бильярдных шаров. В то время они состояли из слоновой кости.
 Он смешал масло камфорного дерева, нитроцеллюлозу (хлопок + азотная и серная кислота) и спирт. При нагревании получил однородную жидкую смесь, которая при охлаждении застыла и стала твердой. Это и была первая разновидность пластмассы, полученная искусственным путем из природных и химических материалов.
Он смешал масло камфорного дерева, нитроцеллюлозу (хлопок + азотная и серная кислота) и спирт. При нагревании получил однородную жидкую смесь, которая при охлаждении застыла и стала твердой. Это и была первая разновидность пластмассы, полученная искусственным путем из природных и химических материалов.
И только через сто лет в 1953г. немецкий профессор Штаудингер открыл синтетическую макромолекулу (молекула с очень большим количеством атомов и большой массой). Она то и стала базовой прародительницей для получения разнообразных видов промышленного пластика.
Если не вдаваться в научные подробности, новые виды пластмасс создаются следующим образом: в макромолекуле, особым образом, меняют расположение звеньев малых молекул. Эти цепочки называются полимерами. От этих «перестроений» рождаются материалы с определенными физико-механическими характеристиками.
Химики всего мира сразу, после этого открытия, стали выстраивать из этих кубиков трансформеров конструкции с ранее невиданными свойствами.

Свойства
Изделия из пластмасс имеют следующие особенности:
1. Для дизайнеров и инженеров это тот материал, из которого можно изготавливать самые сложные по форме конструкции.
2. Отличаются экономичностью в сравнении с аналогичными продуктами из других материалов. Малые энергетические затраты при производстве. Простота формовки.
3. Почти все виды пластика не нуждаются в покраске, так как они имеют свои различные цветовые гаммы.
4. У них небольшой вес.
5. Обладают высокой эластичностью.
6. Являются отличными диэлектриками (т.е. практически не проводят электрический ток).
7. Обладают низкой теплопроводностью (отличные теплоизоляторы).
8. У материалов высокий коэффициент шумоизоляции.
9. Не подвержены, в отличие от металлов коррозии.
10. Имеют хорошую устойчивость к перепадам дневных и межсезонных температур.
11. У пластиков высокая стойкость ко многим агрессивным химическим средам.
12. Они могут выдержать большие механические нагрузки.

Применение пластмасс
Пластмассы прекрасно могут заменять функции многих, более дорогих в изготовлении, металлических, бетонных или деревянных изделий. И в промышленности и в быту этот материал используется повсеместно.
1. На наземном, морском и авиационном транспорте применение пластмассовых частей и деталей машин существенно снижает их вес и стоимость.
2. В машиностроении из пластика изготавливают: технологическую оснастку; подшипники скольжения; зубчатые и червячные колеса; детали тормозных устройств; рабочие емкости и прочее.
3. В электротехнике многие виды пластмасс используют для производства корпусов приборов, изоляционного материала и др.
4. В строительстве применяют сделанные из пластика несущие конструкции, отделочные и кровельные материалы, вентиляционные устройства, навесы, панели, двери, окна, рабочий инструмент и др.
5. В сельском хозяйстве из пластиковых полупрозрачных листов сооружают теплицы.
6. В медицине большинство аппаратов и приборов состоят из пластмассовых частей и деталей. А многие человеческие органы чаще всего заменяют их пластиковыми аналогами.
7. В быту полно изделий из пластика. Это — посуда, телевизоры, компьютеры, мобильные телефоны, обувь, одежда и др.

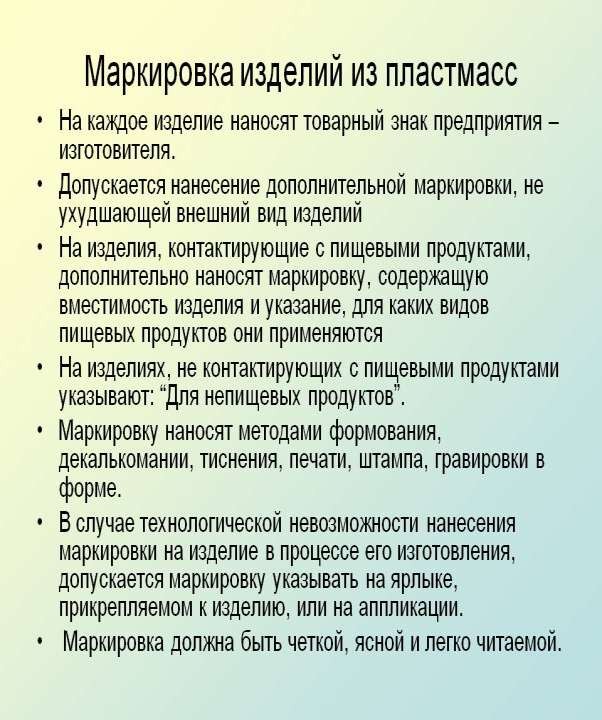
Маркировка пластмасс
Умение правильно расшифровывать буквенную маркировку пластика необходимо хотя бы для того, чтобы не нанести непоправимый вред здоровью при пользовании изделиями из этого материала.
Некоторые виды пластика способны медленно разрушать организм человека. Отказаться от них полностью мы не сможем, но уменьшить отрицательное влияние вполне реально.
Внимательно изучайте товар, который планируете купить. Производитель обязан маркировать свои изделия. Если специальное обозначение отсутствует — это должно вас насторожить.
Сами пластмассы не являются канцерогенами, а ими могут быть некоторые вещества в них содержащиеся. Они добавляются производителями для получения тех или иных свойств материала.
Определиться с типом пластика возможно, если на изделии имеется соответствующая маркировка. Обозначение часто наносят в виде треугольника, стороны которого состоят из трех стрелок. Под фигурой – аббревиатура, а внутри – цифра. На промышленных продуктах маркировка обычно выштамповывается в своеобразных скобках. Например, это может выглядеть так: >PC PUR >PP/EPDM – так обозначается полиэтилен высокой плотности и полиэтилен низкого давления. Используют при изготовлении пластиковых пакетов, пищевых контейнеров, посуды, тары для моющих средств, ненагруженных деталей оборудования, покрытий, футляров и фольги. Относительно безопасен, но может выделять токсичное вещество (формальдегид).

• (3) PVC или V — это маркировка поливинилхлорида (или просто — ПВХ). Используется только в технических целях при производстве химического оборудования, различных деталей, элементов напольных покрытий, изоленты, жалюзи, мебели, окон, труб и тары. Эти виды пластмасс при сжигании выделяют много ядовитых веществ.

• (4) LDPE или PEBD – обозначение полиэтилена низкой плотности и высокого давления. Из него изготавливают пакеты, брезент, мусорные мешки, компакт-диски и линолеум. Относительно безопасен для человека, но вреден в плане экологии.

• (5) PP – маркировка полипропилена. Используют для изготовления детских игрушек, пищевых контейнеров, упаковок и медицинских шприцов. Идеальный материал для труб, элементов холодильного оборудования и деталей в автомобильной промышленности. Практически безвреден, хотя в некоторых случаях может выделяться формальдегид – ядовитый для здоровья человека газ.

• (6) PS – полистирол. Из него изготавливают сэндвич-панели, теплоизоляционные строительные плиты, оборудование, изоляционные пленки, стаканчики, чашки, столовые приборы, пищевые контейнеры, лоточки для различных видов продуктов. Не рекомендуется для повторного использования. В случае горения выделяет ядовитый стирол.

• (7) O или OTHER– полиамид, поликарбонат и другие виды пластмасс. Используют в производстве точных деталей машин, радио- и электротехники, аппаратуры, а также при изготовлении бутылок для воды, игрушек, бутылочек для детей и упаковок. При частом нагревании или мытье выделяют вещество (бисфенол А), ведущее к гормональным сбоям в человеческом организме.

В строительстве часто используют следующие виды пластика:
• Полимербетон. Это композиционный материал, созданный на основе термореактивных полимеров на основе эпоксидной смолы. Хрупкость этого пластика нивелируется волокнистыми наполнителями – стекловолокном и асбестом. Полимербетон применяется при изготовлении конструкций, стойких к различным агрессивным средам.

• Стеклопластик – листовой материал из тканей и стеклянных волокон, связанных полимером.

• Напольные материалы – это разные виды вязких жидких составов на основе полимеров и рулонные покрытия. Широко применяется в строительстве поливинилхлоридный линолеум. Он обладает хорошими теплозвукоизоляционными показателями.

К термореактивным видам пластмасс относятся:
• Фенопласт. Применяется для изготовления вилок, розеток, пепельниц корпусов сотовых телефонов, радиоприборов и изделий галантереи.

• Аминопласты. Используют в производстве электротехнических деталей, клея для дерева, пенистых материалов, галантереи и тонких покрытий для украшений.

• Стекловолокниты. Они чаще всего, применяются в машиностроении для изготовления крупногабаритных изделий несложных форм (лодок, кузовов автомобилей, корпусов приборов и пр.) и силовых электротехнических деталей.

• Полиэстеры – на их основе создают части автомобилей, спасательные лодки, корпусы летательных аппаратов, кровельные плиты для крыш, мебель, мачты для антенн, плафоны ламп, удочки, лыжи и палки, защитные каски и др.

• Эпоксидная смола — применяется как изоляционный материал: в трансформаторах, электромашинах и приборах, в радиотехнике (для печатных схем) и при производстве телефонной арматуры.

Производство
Основным сырьем при производстве пластмасс является этилен. С его помощью получают полиэтилен, полистирол и поливинилхлорид.
Нарушение технологии режима полимеризации, ухудшает качество готовой продукции. В ней могут появиться поры в виде пузырьков и разводов. Существуют следующие виды пористости пластмассы: гранулярная, газовая и пористость сжатия. Такие дефекты недопустимы при изготовлении продуктов, влияющих на здоровье человека, например съемных протезов. Для их изготовления используются базисные пластмассы (самотвердеющие, при смешивании специального порошка и жидкости, материалы).
Существует несколько основных технологий производства пластмассовых изделий:
1. Технология выдувания. Хорошо разогретая формовочная масса заливается в открытую опоку, после чего ее герметично закрывают. Затем туда подается сжатый воздух, который распыляет горячий пластик по стенкам заданной формы.
2. Формовка посредством вакуума (процесс изготовления проводится с перепадами воздушного давления).
3. Технология литья. Жидкая пластмасса заливается в специальные емкости, в которых происходит охлаждение и формовка материала.
4. Метод экструзии. Размягченную пластичную массу, продавливают через специальные отверстия в приспособление, которое формирует готовое изделие.
5. Прессование. Это самый распространенный способ получения продукции из термоактивных пластмасс. Формование выполняется в специальных опоках под воздействием высокого давления и температуры.
Тонет ли пластик в воде?
По поведению пластика в воде можно определить его вид.
Плотность воды известна – 1,10 г/куб.см. Для разных видов пластмасс она варьируется от 0,90 г/куб.см до 2,21 г/куб.см.
Легче воды только:
1. Полипропилен (0,90 г/куб.см).
2. Полиэтилен высокого давления (0,92 г/куб.см).
3. Полиэтилен низкого давления (0,96 г/куб.см).
Только эти виды пластика будут плавать, остальные пойдут ко дну.
Одним из самых тяжелых видов пластика является фторопласт с плотностью — 2,20 г/куб.см.
Особенности видов пластмасс, таблица и разновидности пластика
 Использование искусственных материалов с момента их открытия набирает всё большую популярность. К ним относятся и пластмассы, первая из которых была изобретена в 1855 году. Тогда перед англичанином Александром Парксом стояла задача найти аналог слоновой кости, применяемой при изготовлении шаров для бильярда. За более чем полтора века благодаря открытиям ученых появилось множество различных видов пластмасс.
Использование искусственных материалов с момента их открытия набирает всё большую популярность. К ним относятся и пластмассы, первая из которых была изобретена в 1855 году. Тогда перед англичанином Александром Парксом стояла задача найти аналог слоновой кости, применяемой при изготовлении шаров для бильярда. За более чем полтора века благодаря открытиям ученых появилось множество различных видов пластмасс.
- Определение и классификация пластмасс
- Маркировка изделий
- Прочие виды
Определение и классификация пластмасс
Пластмассы — материалы на основе высокомолекулярных органических или синтетических соединений, образованные в результате превращения природных продуктов или их синтеза. Такие материалы принимают заданную форму под воздействием температур и давления, а после охлаждения сохраняют её.
В зависимости от свойств и характеристик существует разделение видов пластмасс на группы. По взаимодействию с высокими температурами пластмассы разделяют:
- Термореактивные (реактопласты) — при повторном нагревании после изготовления теряют свойство плавиться и свои качества. Имеют высокую теплостойкость. К реактопластам относят материалы на основе таких смол, как карбамидо-формальдегидные, полиэфирные, эпоксидные и фенолформальдегидные.
- Термопластичные — теплостойкость и прочность таких пластмасс незначительна, при нагревании они вновь становятся пластичны и размягчаются. К термопластам относятся: сополимер стирола, полиоксиметилен, полиметилметакрилат, поливинилацетат и другие.
- Эластомеры — нерастворимы и неплавкие, как и термореактивные пластмассы. Отличаются эластичностью и гибкостью даже при повышенных температурах. К этой группе относятся силиконы, каучуки, полиуретан.

Вместе с перечисленными типами применяют их смеси, именуемые «бленды» (blends). В таких случаях характеристики материала зависят от используемых пропорций.
Физико-механические свойства определяют принадлежность материала к эластикам или пластикам. Эластики поддаются деформации и растяжению и способны восстанавливать форму. Пластики же разделяют на три вида:
- Мягкие. Имеют низкий модуль упругости и обратимую деформацию.
- Полужесткие. Упругие материалы со средним модулем упругости, имеют кристаллическую структуру.
- Жёсткие. Твёрдые материалы, модуль упругости высокий, структура аморфная.
По факту использования дополнительных компонентов или их отсутствия пластмассы бывают гомогенными, имеющими однородную структуру, и гетерогенными, имеющие в составе другие вещества. Последние разделяются на несколько групп:
- Ненаполненные. Имеют в составе полимер, пластификатор и стабилизатор.
- Газонаполненные. При их производстве используют газообразующие вещества и различные газы.
- Наполненные. Имеют порошкообразные, волокнистые или слоистые наполнители.
По происхождению полимера, выступающего основой, пластмассы разделяют на синтетические или природные. К природным полимерам относят полисахариды, нуклеиновые кислоты, белки, натуральный каучук и другие. Сырьём для синтетических служат уголь, природный газ и нефть.
Маркировка изделий
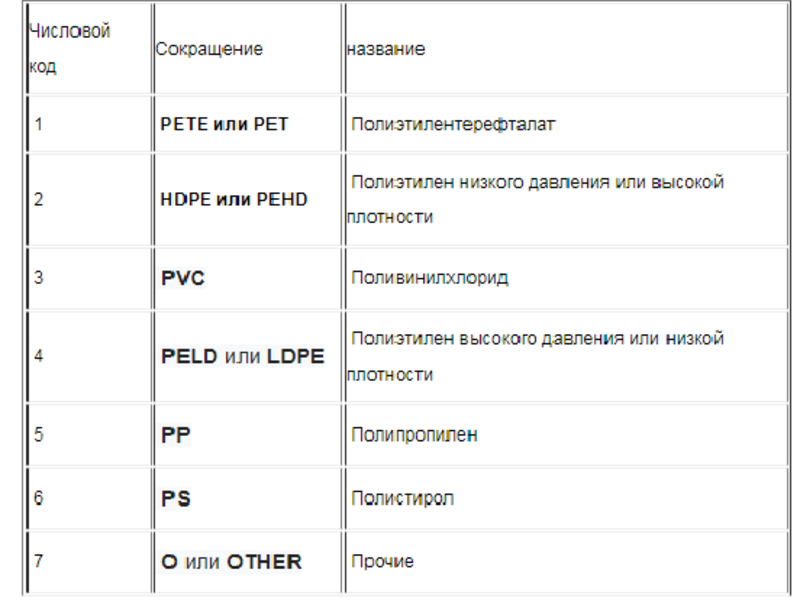
Обозначение типа и особенностей материала принято наносить в виде штампа на тыльной части рядом с датой изготовления. Для маркировки используют характерные скобки или символ треугольника, составленного из трёх стрелок. В скобках указывается основной компонент, его вариант, наполнители или усилители и доля их содержания. Обозначение с помощью треугольного символа включает в себя буквенное сокращение заглавными латинскими буквами под символом и числовой идентификационный код разновидности пластмассы внутри треугольника. Разобраться, какие бывают пластмассы, и определить их маркировку поможет таблица международных кодов утилизации:
- Полиэтилентерефталат. Применим при производстве тары для воды и соков, обивки, упаковочных материалов. Обозначается PET.
- Полиэтилен высокой плотности. Из него изготавливают одноразовую посуду, игрушки, пищевые контейнеры. Маркируется как PE HD или HDPE.
 Поливинилхлорид. Широко применяется в производстве напольных покрытий, деталей мебели, труб, оконных профилей. Содержание винилхлорида исключает его применение для предметов, контактирующих с пищей.
Поливинилхлорид. Широко применяется в производстве напольных покрытий, деталей мебели, труб, оконных профилей. Содержание винилхлорида исключает его применение для предметов, контактирующих с пищей.- Полиэтилен с маркировкой PEBD и BD PE. Имеет низкую плотность, из него делают компакт-диски, мусорные и другие пакеты, брезентовые покрытия, линолеум.
- Полипропилен. Материал используется для производства упаковок, различных труб, игрушек. Применим в автомобилестроении. Маркировка — PP.
- Полистирол. PS. Из него производят теплоизоляционные покрытия, игрушки, ручки, изоляционные плёнки.
- Под этим номером, согласно международным кодам, располагается группа пластмасс, не включённых в предыдущие группы и имеющих обозначение OTHER или О. В большинстве случаев это материалы из поликарбоната, который может иметь в составе бисфенол-А. Это вещество способно выделяться при нагревании, а попадая в организм человека, может вызвать гормональный сбой.
 Поливинилхлорид. Широко применяется в производстве напольных покрытий, деталей мебели, труб, оконных профилей. Содержание винилхлорида исключает его применение для предметов, контактирующих с пищей.
Поливинилхлорид. Широко применяется в производстве напольных покрытий, деталей мебели, труб, оконных профилей. Содержание винилхлорида исключает его применение для предметов, контактирующих с пищей.Прочие виды
Существует ряд материалов, не включённых в приведённую таблицу видов пластмасс, но также относящиеся к пластику. Большая их часть создана при помощи добавления тканей, асбеста, стекловолокна.
Так, в строительстве используют полимербетоны, представляющие собой композиционную пластмассу с волокнистыми наполнителями, компенсирующими хрупкость. Наиболее качественными считаются такие смеси на основе эпоксидных смол. Ещё один распространённый вид стройматериалов — стеклопластик. Его основой выступают специальные ткани или волокна, связанные полимером. Упомянутые эпоксидные смолы, которые тоже относятся к пластику, применяются в радиотехнике, они служат изоляционным материалом в трансформаторах и других электрических приборах.
Ввиду ряда преимуществ пластмассы заменяют множество изделий из металла, дерева и не только. Его применение в разных отраслях — быту, на производстве, в медицине — делает его одним из наиболее распространённых материалов.
Пластмассы. Состав, свойства, применение пластмасс
Пластмассы (пластики) представляют собой органические материалы на основе полимеров, способные при нагреве размягчаться и под давлением принимать определённую устойчивую форму.
Полимеры – это соединения, которые получаются путем многократного повторения (рис. 1), то есть химического связывания одинаковых звеньев – в самом простом случае, одинаковых, как в случае полиэтилена это звенья CH2, связанные между собой в единую цепочку. Конечно, существуют более сложные молекулы, вплоть до молекул ДНК, структура которых не повторяется, очень сложным образом организована.
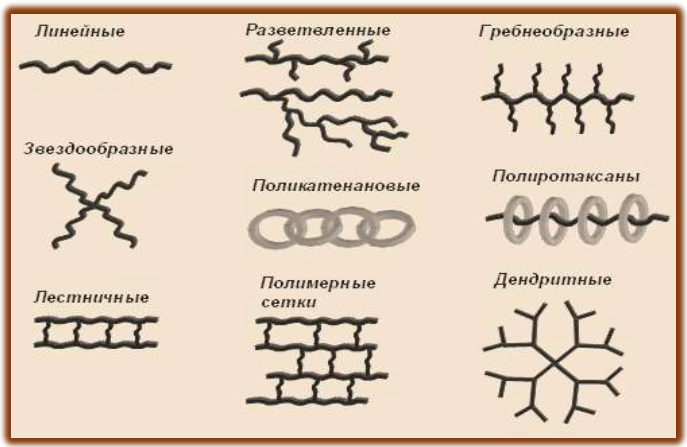
Рис. 1. Формы макромолекул полимеров
1. Компоненты, входящие в состав пластмасс
В большинстве своем пластмассы состоят из смолы, а также наполнителя, пластификатора, стабилизатора, красителя и других добавок, улучшающих технологические и эксплуатационные свойства пластмассы. Свойства полимеров могут быть в значительной степени улучшены и изменены, в зависимости от требований, предъявляемых различными отраслями техники, с помощью различных составляющих пластмассы.
Наполнители служат для улучшения физико-механических, диэлектрических, фрикционных или антифрикционных свойств, повышения теплостойкости, уменьшения усадки, а также для снижения стоимости пластмасс. По массе содержание наполнителей в пластмассах составляет от 40 до 70 %. Наполнителями могут быть ткани, а также порошкообразные и волокнистые вещества.
Пластификаторы увеличивают пластичность и текучесть пластмасс, улучшают морозостойкость. В качестве пластификаторов применяют дибутилфталат, трикрезилфосфат и др. Их содержание колеблется в пределах 10 – 20 %.
Стабилизаторы – вещества, предотвращающие разложение полимерных материалов во время их переработки и эксплуатации под воздействием света, влажности, повышенных температур и других факторов. Для стабилизации используют ароматические амины, фенолы, сернистые соединения, газовую сажу.
Красители добавляют для окрашивания пластических масс. Применяют как минеральные красители (мумия, охра, умбра, литопон, крон и т. д.), так и органические (нигрозин, родамин).
Смазочные вещества – стеарин, олеиновая кислота, трансформаторное масло – снижают вязкость композиции и предотвращают прилипание материала к стенкам пресс-формы.
2. Классификация пластмасс
В зависимости от поведения связующего вещества при нагреве пластмассы разделяют на термореактивные и термопластичные.
Термореактивные пластмассы при нагреве до определенной температуры размягчаются и частично плавятся, а затем в результате химической реакции переходят в твердое, неплавкое и нерастворимое состояние. Термореактивные пластмассы необратимы: отходы в виде грата и бракованные детали обычно используют после измельчения только в качестве наполнителя при производстве пресспорошков.
Термопластичные пластмассы при нагреве размягчаются или плавятся, а при охлаждении твердеют. Термопластичные пластмассы обратимы, но после повторной переработки пластмасс в детали физико-механические свойства их несколько ухудшаются.
К группе термореактивных пластмасс относятся пресспорошки, волокниты и слоистые пластики. Они выгодно отличаются от термопластичных пластмасс отсутствием хладотекучести под нагрузкой, более высокой теплостойкостью, малым изменением свойств в процессе эксплуатации. Термореактивные пластмассы перерабатывают в детали (изделия) преимущественно методом прессования или литьё под давлением (рис. 2).


Рис. 2. Схема и установка для получения деталей из термореактивных пластмасс
В таблице 1 приведены свойства, области применения и интервал рабочих температур некоторых термореактивных пластмасс. На рис. 3 показаны некоторые изделия из термореактивных пластмасс.
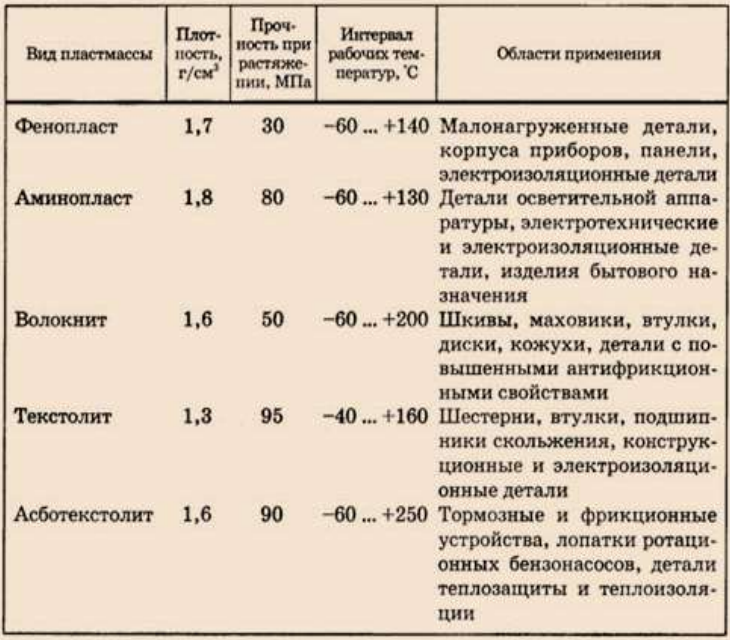
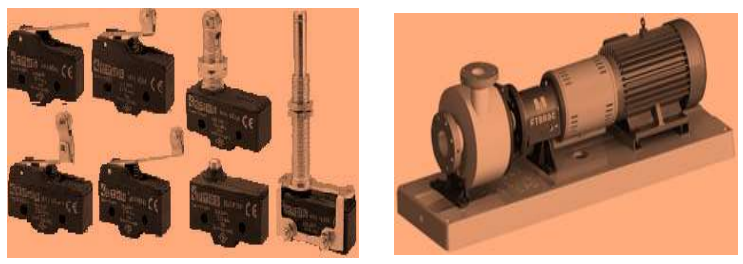
Рис. 3. Изделия, где применены термореактивные пластмассы
Технология изготовления термопластов довольно проста: гранулы засыпаются в камеру термопластавтомата, где, при необходимой температуре, переходят в текучее состояние, затем расплавленная масса попадает в специальную форму, где происходит прессование и дальнейшее охлаждение (рис. 4). Как правило, большинство термопластов может быть использовано вторично.
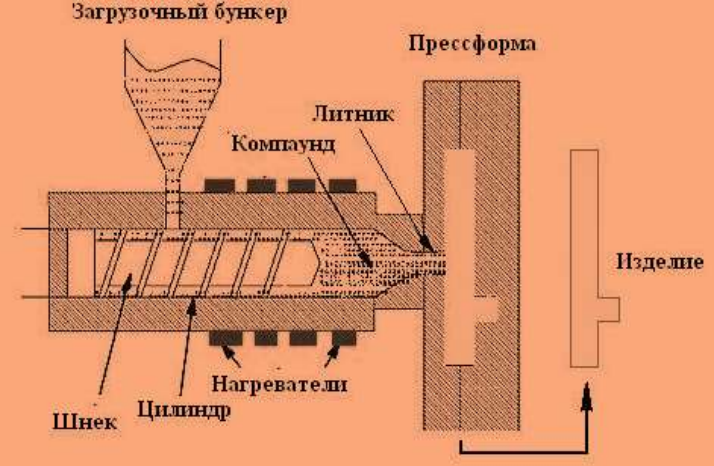
Рис. 4. Пресс-форма для литья пластмасс
В таблице 2 приведены свойства, области применения и интервал рабочих температур некоторых термопластичных пластмасс. На рис. 5 показаны некоторые изделия из термопластичных пластмасс.
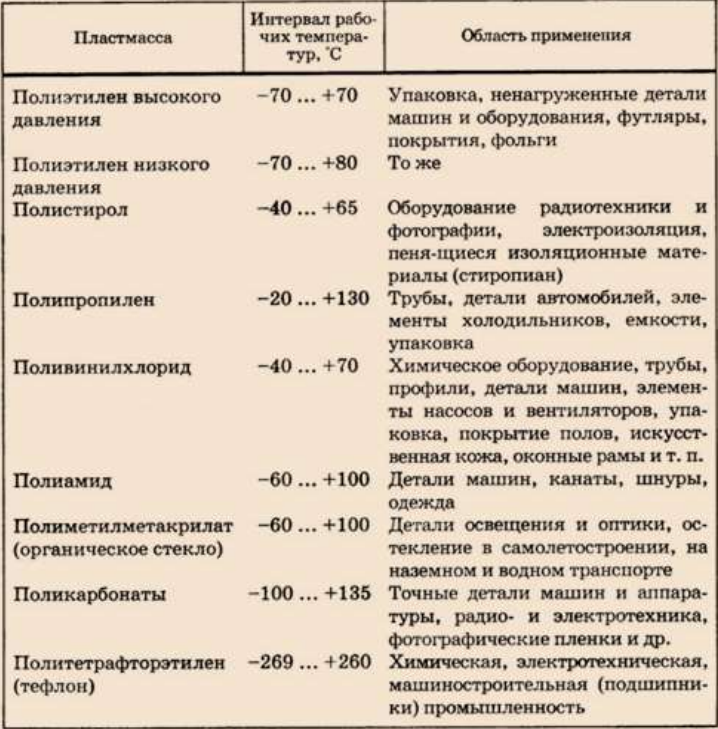
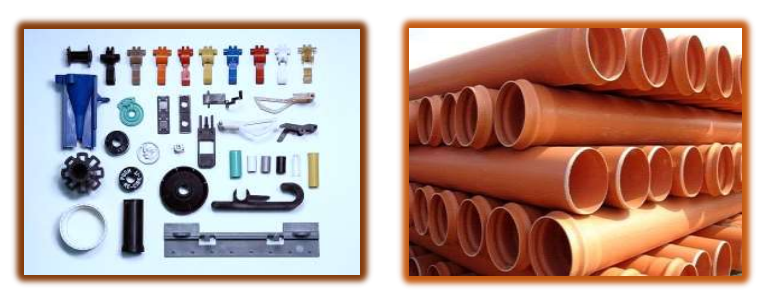
Рис. 5. Изделия из термопластичных пластмасс
Выбор пластмассы для изготовления конкретного изделия определяется его эксплуатационными условиями. Критерии выбора разнообразны и зависят от назначения изделия. Основными критериальными характеристиками полимерных материалов являются механические (прочность, жесткость, твердость), температурные (изменения механических и деформационных характеристик при нагревании или охлаждении) и электрические. Последние отражают широкое применение пластмасс в радиоэлектронной и электротехнической отраслях. Кроме того, существенное значение приобрели триботехнические характеристики и ряд специальных свойств (огнестойкость, звукопоглощение, оптические особенности, химическая стойкость). Немаловажны также экономические условия (стоимость полимерного материала, тираж изделия, условия производства).
3. Механические свойства пластмасс
Механические свойства определяют поведение физического тела под действием приложенного к нему усилия. Численно это поведение оценивается прочностью и деформативностью. Прочность характеризует сопротивляемость разрушению, а деформативность — изменение размеров полимерного тела, вызванное приложенной к нему нагрузкой. Поскольку и прочность, и деформация являются функцией одной независимой переменной — внешнего усилия, то механические свойства еще называют деформационнопрочностными (рис. 6).

Рис. 6. Механические испытания пластмасс на деформацию прочность (слева), ударную вязкость (по центру), твёрдость (справа)
Модуль упругости является интегральной характеристикой, дающей представление прежде всего о жесткости конструкционного материала. Ударная вязкость характеризует способность материалов сопротивляться нагрузкам, приложенным с большой скоростью. В практике оценки свойств пластмасс наибольшее применение нашло испытание поперечным ударом, реализуемым на маятниковых копрах.
Твердость определяет механические свойства поверхности и является одной из дополнительных характеристик полимерных материалов. По твердости оценивают возможные пути эффективного применения пластиков. Пластмассы мягкие, эластичные, имеющие низкую твердость, используются в качестве герметизирующих, уплотнительных и прокладочных материалов. Твердые и прочные могут применяться в производстве деталей конструкционного назначения: зубчатых колес и венцов, тяжело нагруженных подшипников, деталей резьбовых соединений и пр. (рис. 7).

Рис. 7. Детали конструкционного применения из пластмасс
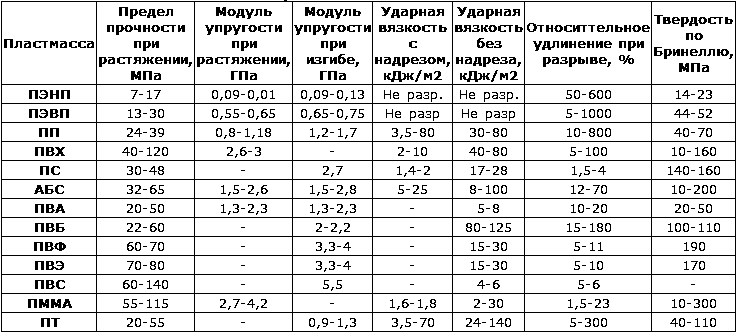
В таблице 3 указаны механические свойства термопластов общего назначения.
Несколько примеров по обозначению (см. табл. ниже).
| ПЭВД | Полиэтилен высокого давления | ГОСТ 16337-77 | |
| ПЭНД | Полиэтилен низкого давления | ГОСТ 16338-85 | |
| ПС | Полистирольная плёнка | ГОСТ 12998-85 | |
| ПВХ | Пластификаторы | ГОСТ 5960-72 | |
| АБС | Акрилбутодиентстирол | ГОСТ 8991-78 | |
| ПММА | Полиметилметаакрилат | ГОСТ 2199-78 | |
4. Сварка пластмасс
Сварке подвергаются только так называемые термопластичные пластмассы (термопласты), которые при нагревании становятся пластичными, а после охлаждения принимают первоначальные вид и свойства. Кроме них, существуют термореактивные пластмассы, которые изменяют свои свойства при нагреве. Нагревать пластмассы при сварке следует не выше температуры их разложения, т. е. в пределах 140—240 °С.
Пластмассы можно сваривать различными способами:
- нагретым газом;
- контактной теплотой от нагревательных элементов;
- трением;
- ультразвуком (рис. 8).
Основные условия для получения качественного соединения пластмасс при сварке следующие:
- Диаметр присадочного прутка не должен превышать 4 мм для достаточно быстрого его нагрева и обеспечения необходимой производительности сварки.
- Сварку следует вести по возможности быстро во избежание термического разложения материала.
- Необходимо точно выдерживать температуру сварки во избежание недостаточного нагрева или перегрева свариваемого материала.
На рис. 8 показано оборудование и методы сварки пластмасс.
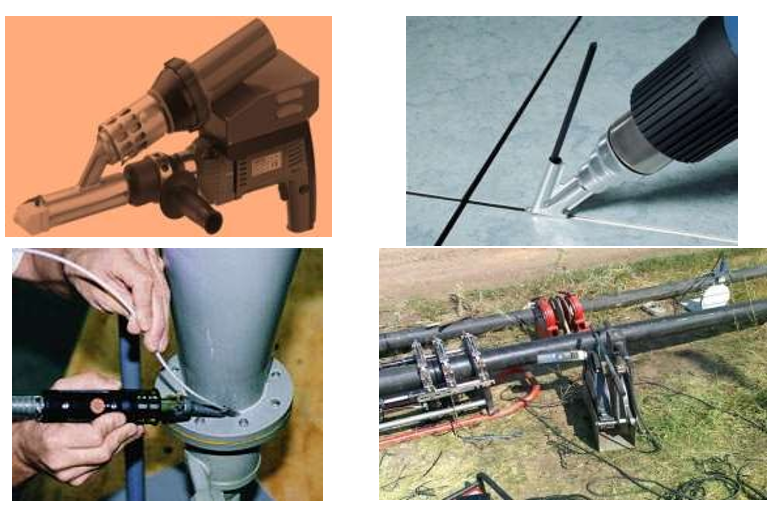
Рис. 8. Сварочный экструдер для сварки пластмасс, полимеров
5. Другие свойства пластмасс
Химическая стойкость. Химическая стойкость пластмасс, как правило, выше, чем у металлов. Химическая стойкость пластмасс в основном определяется свойствами связующего (смолы) и наполнителя. Наиболее химически стойкими в отношении всех агрессивных сред являются фторсодержащие полимеры —фторопласты 4 и 3. К числу кислотостойких пластмасс в отношении концентрированной соляной кислоты могут быть отнесены винипласт и фенопласты с асбестовым наполнителем. Стойкими к действию щелочей являются винипласт и хлорвиниловый пластик.
Электроизоляционные свойства. Почти все пластмассы — хорошие диэлектрики. Этим объясняется их широкое применение в электро- и радиотехнике. Большинство пластмасс плохо переносит т. в. ч. и поэтому они применяются в качестве электроизоляционных материалов для деталей, которые предназначаются для работы при частоте тока 50 Гц. Однако такие ненаполненные высокополимеры, как фторопласт и полистирол, практически не меняют своих диэлектрических качеств в зависимости от частоты тока и могут работать при высоких и сверхвысоких частотах.
Повышение температуры, как правило, ухудшает электроизоляционные характеристики пластмасс. Исключение составляет полистирол, сохраняющий электроизоляционные свойства в интервале температур от —60 до +60° С, и фторопласт 4 — в интервале температур от —60 до +200°. С.
Фрикционные свойства. В зависимости от условий работы пластмассовые детали могут обладать различными по величине фрикционными характеристиками. Так, например, текстолит при малых нагрузках имеет малый коэффициент трения, что и позволяет широко использовать его вместо бронзы, антифрикционных чугунов и т. д. Коэффициент трения тормозных материалов типа КФ-3 высок, что и отвечает назначению этих материалов. Из этих двух примеров следует, что утверждение, высказанное выше, справедливо





