Рекристаллизация металлов и сплавов
Рекристаллизация — это процесс формирования и (или) роста одних кристаллитов поликристаллического металла или сплава за счет других кристаллитов той же фазы, происходящий в результате перемещения атомов из одного кристаллита в другой при нагреве до определенной температуры.
Явление рекристаллизации было впервые обнаружено в конце XIX века при исследовании с помощью микроскопа образца кованой стали. Его первоначально вытянутые зерна после нагревания до температуры красного каления становились равноосными. Это явление было названо повторной кристаллизацией или рекристаллизацией.
Рекристаллизационные процессы сопровождаются уменьшением суммарной зернограничной энергии, повышением структурного совершенства металла или сплава и изменением его структурно-чувствительных свойств: понижением прочности, возрастанием пластичности, а также электро- и теплопроводности. Рекристаллизация особенно интенсивно протекает в предварительно пластически деформированных материалах. В результате рекристаллизации упрочнение, достигнутое пластической деформацией, устраняется, и прочностные свойства металла или сплава приближаются к минимально достижимым значениям, т. е. наступает его разупрочнение при одновременном возрастании пластичности. В результате рекристаллизации снижается плотность дислокаций, изменяются размеры зерен, устраняется кристаллографическая текстура.
Рекристаллизация, происходящая при нагревании после деформации, называется статической, в отличие от динамической рекристаллизации, которая протекает непосредственно в процессе деформации металла или сплава в горячем состоянии.
Наиболее подробно изучена статическая рекристаллизация металлов и сплавов. Различают три стадии статической рекристаллизации: первичную (область II на рис. 3.36), собирательную (область III на рис. 3.36) и вторичную.
Первичная рекристаллизация. Заключается в образовании новых неискаженных кристаллитов с пониженной плотностью дефектов кристаллического строения в деформированном материале, которые растут, поглощая кристаллиты, искаженные деформацией. Первичная рекристаллизация происходит под действием накопленной при пластической деформации энергии. Система стремится перейти в устойчивое состояние с неискаженной кристаллической решеткой, поэтому зародыши новых кристаллитов (центры первичной рекристаллизации) возникают в местах наибольших искажений решетки, а следовательно, и наибольшего сосредоточения энергии. Обычно они появляются у границ деформированных зерен или около плоскостей сдвига внутри этих зерен. Постепенно число рекристал- лизованных зерен увеличивается, а старые деформированные зерна исчезают. Количество дефектов в кристаллической решетке уменьшается, наклеп устраняется и металл возвращается в исходное состояние. Первичная рекристаллизация ускоряется с ростом температуры.
Температура начала рекристаллизации определяется по эмпирической формуле

Коэффициент а для чистых металлов равен 0,2—0,4; для многих сплавов а = 0,6, для сложных жаропрочных сплавов а = 0,8.
Температура начала рекристаллизации зависит:
- • от степени деформации, при этом, чем больше степень деформации, тем ниже 7р”, что обусловлено более неустойчивым состоянием сильно деформированного металла;
- • от исходной (до деформации) величины зерна — чем величина зерна больше, тем выше Тр н ;
- • от чистоты металла и состава сплава: наличие в металле примесей или второго компонента повышает Т”.
Температура начала рекристаллизации имеет большое значение. Так, металлы и сплавы, которые подвергают рекристаллизационному отжигу (см. далее) как промежуточной операции для снятия наклепа в процессе получения из них изделий, должны обладать по возможности низким значением Т”. Наоборот, металлы и сплавы, способные упрочняться только путем наклепа и работающие при высокой температуре, должны обладать высоким значением Тр н , чтобы при эксплуатации не происходило разупрочнения материала и его деформации (например, провисания вольфрамовой нити в лампах накаливания). Температуру начала рекристаллизации можно повысить с помощью легирующих добавок.
Температура окончания рекристаллизации Тр к зависит от продолжительности нагрева (времени выдержки): чем время выдержки больше, гем ниже ее значение.
Время, в течение которого происходит формирование центров рекристаллизации, называется инкубационным периодом. С повышением температуры инкубационный период сокращается. С ростом степени деформации увеличиваются плотность дислокаций и энергия, накопленная при деформации, что обусловливает снижение температуры начала рекристаллизации.
В зависимости от соотношения скоростей процессов пластической деформации Удеф и рекристаллизации урекр различают холодную и горячую обработку давлением. В случае холодной обработки давлением (холодная прокатка, волочение, штамповка и т. д.) удеф > у,ккр. Холодная обработка давлением применяется:
- • для повышения прочности чистых металлов и однофазных сплавов, которые не могут быть упрочнены термической обработкой;
- • для получения высокого качества поверхности изделий и достижения высокой точности их размеров;
- • для придания металлам и сплавам специальных физических свойств, например магнитных;
- • для получения изделий требуемого сечения.
Рекристаллизация: что это за явление,описание процесса и его стадий
4.4. ОСНОВЫ РЕКРИСТАЛЛИЗАЦИИ
В самом общем виде рекристаллизация может быть определена как самопроизвольно протекающий при нагреве многостадийный процесс полной или частичной замены одних зерен данной фазы другими зернами этой же фазы, обладающими меньшей энергией и более высоким структурным совершенством. Разница между спеканием и рекристаллизацией в том, что в первом случае атомы, ионы перемещаются, главным образом, внутри отдельных частиц, а при рекристаллизации — от одного зерна к другому. Температура рекристаллизации несколько выше, чем при спекании. Движущие силы рекристаллизации обусловлены стремлением системы перейти в более равновесное состояние с меньшей суммарной поверхностью зерен [2, 11, 24, 44].
Процесс рекристаллизации происходит в результате формирования и миграции или только миграции болыиеугловых границ. Это области контактов (сочленения) кристаллических решеток соседних зерен, различно ориентированных в структуре и представляющих собой внутрифазовые межзеренные границы. В принципе это величина разориентирования зерен в структуре и углы этих границ могут достигать до 180°. Малоугловые границы — это границы между кристаллическими субзернами (блоками) внутри зерна, слегка разориентированными между собой, обычно не больше, чем на несколько градусов.
Это связано с повышенной энергией границ из-за большой дефектности и некоторого различия в прочности межатомных связей поверхностных слоев по сравнению с объемом зерен. Энергию таких границ и натяжение называют зернограничными —Гр. При нагреве до температуры, обеспечивающей достаточную диффузионную подвижность атомов и миграцию границ, происходит самопроизвольный процесс уменьшения протяженности границ. Он является следствием миграционных процессов, роста одних зерен за счет других и выражает сущность рекристаллизации. При этом изменяется структурное совершенство, размеры и форма зерен, их распределение и даже кристаллографическая ориентировка (текстура).
Процесс рекристаллизации наиболее ярко проявляется у металлических материалов при их нагреве после холодной пластической деформации, когда кристаллическое строение основательно разрушается. После снятия внутренних напряжений (отдых) зарождаются новые центры зерен (возврат), образуется их новая сетка и происходит рост (полигонизация). Существующая теория рекристаллизации в основном и разработана для металлических материалов. Отдельные ее положения, очевидно, можно использовать и для керамических материалов. В отличие от металлов оксидные композиции обладают хрупкостью, пористостью и имеют в своем составе дисперсные частицы разных фаз, что повышает концентрацию дефектов в структуре. Если к тому же фазы отличаются по химическому составу и взаимодействуют между собой, то из-за встречной диффузии при высокой температуре могут дополнительно образовываться вакансии и микропоры при спекании материала. Неоднородность дефектов в микрообъемах приводит к градиенту распределения, что создает дополнительные движущие силы рекристаллизации. Избыточная свободная поверхностная энергия межзеренных границ составляет около 30 % от значения энергии всего материала (поверхностной и объемной). Это вызывает термодинамическую нестабильность системы, приводящую при диффузии к самопроизвольному уменьшению площади меж-кристаллических границ.
Различают три стадии рекристаллизации—первичную, собирательную и вторичную. Одновременное их протекание встречается редко. Обычно проявляется одна из стадий, притом любая, или две.
Если условия благоприятствовали формированию однородной по величине зерна микроструктуры, в которой зерна в сечении шлифа имеют форму шестиугольников, а углы в тройных стыках близки к 120°, то такая структура отличается очень высокой термической стабильностью. Нагрев вплоть до высоких температур не вызывает заметного укрупнения зерна, даже если их абсолютный размер очень мал — микрометры и менее. Стыки более чем из трех границ—нестабильны [44].
Градиент объемной энергии активации — основной признак первичной стадии рекристаллизации металлов. Распределение зерен по размерам при этом существенно не меняется. В керамических материалах, обладающих хрупкостью и абразивностью, при их обработке (измельчении, прессовании и т. д.) пластическая деформация практически отсутствует. Поэтому считают, что в керамике первичная стадия рекристаллизации не имеет места, определяющими являются собирательная и вторичная стадии.
Собирательная рекристаллизация — процесс роста одних зерен данной фазы за счет других с практически равной объемной энергией и близкими размерами, отличающимися не более, чем в 3—4 раза, из-за миграции границ зерен. Движущей силой является неуравновешенность зернограничного натяжения в тройных стыках границ зерен Дф и кривизна границ ДR. Эта сила соответствует разнице между значениями свободных энергий исходного тонкозернистого материала и крупнозернистого, образовавшегося в результате уменьшения поверхности межзеренных границ и суммарной поверхностной энергии.
Процесс рекристаллизации идет в направлениях к центрам кривизны границ зерен. При этом кривизна уменьшается и границы спрямляются. Степень кривизны меняется при увеличении числа сторон от п 6 (рис. 4.17). Радиус кривизны тем меньше, чем больше п отличается от 6. На рисунке стрелками показано направление миграции границ. Особенность собирательной рекристаллизации — отсутствие зерен, обладающих предпочтительными условиями роста перед другими. В зависимости от характера неуравновешенности разных стыков один может мигрировать в направлении от зерна, увеличивая его площадь, другой — внутрь этого же зерна, уменьшая площадь.
Вторичная рекристаллизация — это процесс неравномерного (предпочтительного) роста отдельных зерен (центров вторичной рекристаллизации) с равной объемной энергией за счет других однородных по размерам (стабилизированных) зерен той же фазы, осуществляемый миграцией границ. Для развития этой стадии необходимы повышение температуры и увеличение времени выдержки. Если одно зерно вырастает до такого размера, что оно имеет значительно больше сторон, чем соседние зерна (рис. 4.17, где я>50), то кривизна (вогнутость) каждой стороны увеличивается и рост такого зерна происходит интенсивно. Система в этом случае приобретает большую неустойчивость. При определенных критических значениях т и Т наступает момент прорыва и скорость V<> скачкообразно возрастает. Процесс приводит к образованию аномально крупных зерен, в 10—100 раз превышающих размеры основной массы зерен.
Окончательный размер зерна ограничивается столкновением смежных центров вторичной рекристаллизации, поглотивших окружающую их тонкодисперсную матрицу. Чаще всего это происходит тогда, когда непрерывный рост зерен сдерживается примесями, включениями второй фазы, порами и т. п. Неоднородность их растворения или коагуляции является одним из обязательных условий вторичной рекристаллизации. Такая неоднородность структуры закладывается на предшествующих операциях предварительного синтеза, измельчения порошка, формования изделий и т. п. В этих условиях единственными границами, способными двигаться, будут те, кривизна которых больше средней кривизны остальных зерен. Это означает, что расти могут только крупные зерна. Если в начале рекристаллизации скорость роста зависит от п, то когда зерно вырастет, кривизна его границ будет определяться размером основных зерен и будет пропорциональна 1 / D.
Движущей силой вторичной рекристаллизации является градиент размеров соседних зерен D, который должен быть больше пятикратного, или градиент поверхностной энергии До. В этом процессе происходит сфероидация пор. Вторичной рекристаллизации присущи следующие особенности:
для начала процесса нужен инкубационный период для формирования центров (зародышей) вторичной рекристаллизации;
должны быть реализованы факторы, обеспечивающие прекращение нормального роста зерен, например остановка миграции границ дисперсными включениями второй фазы или порами;
для начала процесса необходим нагрев выше определенной температуры вторичной рекристаллизации. Температурный интервал между началом и концом процесса незначительный для металлов и широкий — для керамических материалов;
источником всех движущих сил является энергия границ зерен; центры вторичной рекристаллизации не зарождаются вновь, а образуются при ускоренном росте отдельных зерен матрицы, находящихся в благоприятных условиях. Причины формирования центров пока не выяснены.
ТЕХНОЛОГИЯ ХОНИНГОВАНИЯ ЦИЛИНДРОВ

Хонингование цилиндров, наряду с расточкой, являются неотъемлемыми атрибутами капитального ремонта двигателя. Рассмотрим, что такое хонингование, как осуществляется финальная обработка гильз, цилиндров, втулок и какой нужен инструмент, приспособление для ремонта своими руками. Ответим на вопрос, что лучше: зеркало или хон?

ЧТО ТАКОЕ ХОНИНГОВАНИЕ
Хонингование – абразивная обработка поверхности с целью нанесения упорядоченной шероховатости. Нанесение хона является финальной стадией обработки металлических деталей. При этом хонингованию поддаются не только стенки цилиндров или гильз, которые в процессе капитального ремонта двигателя могут быть расточены в нужный ремонтный размер, но и втулки шатунов, постель коленчатого вала. Применяется хонингование и при финишной обработке плоскостей.

ЦЕЛЬ НАНЕСЕНИЯ
Причины хонингования цилиндров:
— приближение к идеальной геометрической форме гильз, цилиндров, втулок. Ввиду погрешности даже самого качественно расточного инструмента, после расточки цилиндр может иметь слегка бочкообразную, конусоподобную форму. Всяческое изменение формы цилиндра от идеальной геометрии круга и смещение оси отверстия в блоке цилиндров двигателя ведет к снижению компрессии и уменьшению ресурса цилиндропоршневой группы;
— точность обработки поверхности хоном значительно выше, чем в случае обработки расточным и шлифовальным инструментом. Такая особенность позволяет получить необходимый класс чистоты поверхности и добиться лучшего прилегания поршневых колец к стенкам цилиндра;
— получение необходимой структуры шероховатости. Правильная насечка позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся пар и, как следствие, ускоренный износ деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.

ТЕХНОЛОГИЯ ОБРАБОТКИ
Суть процесса хонингования заключается в равномерном снятии микронных слоев металла. Для этого используется специальный инструмент – хон. Рабочая поверхность хонинговальной головки касается внутренней части обрабатываемой поверхности по траектории, совмещающей вращательные и возвратно-поступательные движения.
Обработка производится с применением специальной смазочно-охлаждающей жидкости, в качестве которой может быть использован керосин либо рабочая жидкость на основе водно-масляных эмульсий (применяется при обработке изделий с высокими требованиями к качеству покрытия).
В процессе хонингования крайне важно обеспечить равномерное давление шлифующей кромки, так как только в таком случае удастся получить равномерную глубину риски и около идеальную геометрическую форму внутренней поверхности цилиндра. Для исключений возможной неравномерной обработки, шток задает хону небольшие круговые колебания вокруг своей оси.
ТОНКОСТИ ПРОЦЕССА
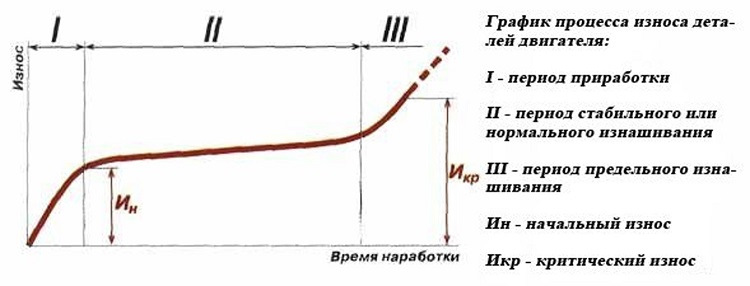
Для долгого срока службы двигателя хон на стенках цилиндров должен быть правильной формы. График износа трущихся деталей двигателя показывает, что наиболее интенсивное уменьшение срока службы происходит на стадии притирки деталей и на последних километрах, когда появляются значительные зазоры между трущимися парами. Для уменьшения износа двигателя и уменьшения срока обкатки завод-изготовитель применяет плосковершинное хонингование. Правильная обработка помогает обеспечить поршневым кольцам хорошее прилегание уже спустя несколько сотен километров после начала эксплуатации двигателя. Плосковершинная обработка производится в 2 этапа: грубым и мелким абразивом.
Необходимый угол развала штриховки должен быть около 60º с отклонением не больше чем на 20º. Характеристики впадин после снятия с поверхности цилиндров крошечной доли металла:
— не должны иметь рваных, острых кромок;
— отсутствуют деформированные участки;
— глубина, ширина должны быть однородными.
ИНСТРУМЕНТ ДЛЯ ХОНИНГОВАНИЯ
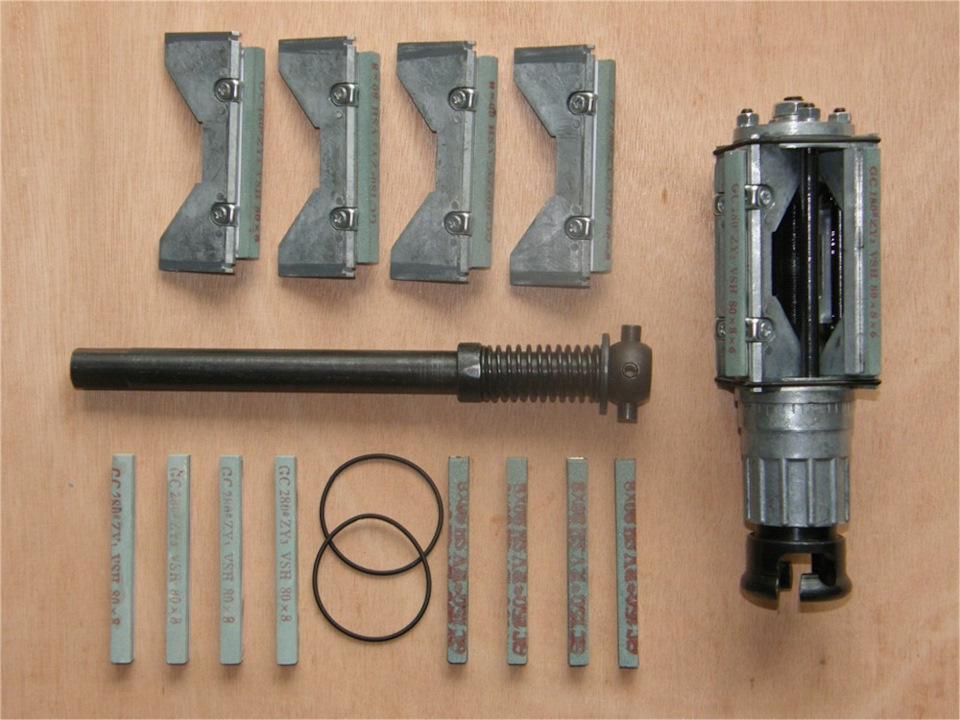
В качестве абразивных материалов используются специальные бруски. Сами бруски отличаются не только геометрическими параметрами, но и степенью абразивности материала, износостойкостью. Для профессиональной обработки используется хон, в котором набор абразивных брусков закреплен в металлической оправке, а сами бруски расположены равномерно по периметру хонинговальной головки. Конструкция оправки позволяет выставить желаемый наружный диаметр. Хонинговальная головка крепится муфтой к стальному штоку. Сам шток закреплен в патроне станка, которые и задает алгоритм движения хона.
Для хонингования цилиндров своими руками используется 2 вида любительского инструмента:
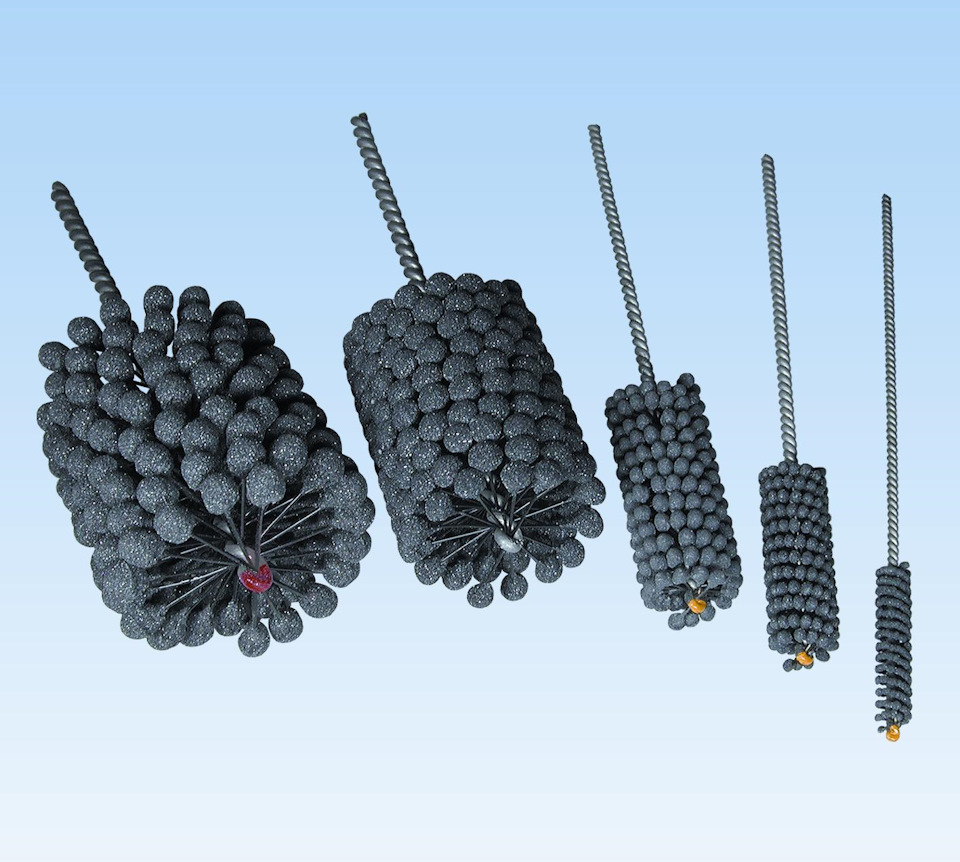
— гибкие хонинговальные щетки (бутылочный ершик). Приспособление представляет собой насадку для ручной дрели или шуруповерта, на конце которой находится хонинговальный «ершик». В качестве абразивных материалов используются шлифовальные камни, закрепленные на пружинящих ножках;
— 3-лапые приспособления для ручной хонинговки. В качестве абразивных материалов используются шлифовальные камни. Шток инструмента можно зафиксировать в патроне шуруповерта либо дрели.

ЦЕЛЕСООБРАЗНОСТЬ РЕМОНТА СВОИМИ РУКАМИ
К самостоятельному хонингованию цилиндров стоит прибегать только в том случае, если нет возможности воспользоваться станочной обработкой. При хонинговке своими руками невозможно создать упорядоченную шероховатость. Не только амплитуда и характер движений будут зависеть от положения дрели, но и усилие нажима камней на стенки цилиндра, гильзы. Разумеется, что ни о каком доведении формы до геометрических идеалов и речи идти не может.
Если вы все-таки решили произвести хонингование цилиндров своими руками, использовать лучше 3-лапые приспособления.
ХОН ИЛИ ЗЕРКАЛО?
Зеркальную поверхность цилиндра от хона отличает лишь класс чистоты обработки поверхности. Поверья о том, что хон разрушает поршневые кольца, а поэтому для долгой работы двигателя стенки нужно шлифовать в «зеркало», возникли лишь от несоблюдения технологии правильного хонингования.
Чтобы раз и навсегда положить конец спорам о хоне и зеркале, узнать, что такое хонингования и как оно правильно осуществляется, рекомендуем ознакомиться с видео.
Суть хонингования, применяемые станки и инструменты
Описание процесса хонингования и его разновидностей. Используемые станки и инструменты на этапах хонингования. Применяемые для работы бруски. Экструзионное и плосковершинное хонингование.

Хонингование – это процесс обработки поверхности металла с использованием алмазной крошки. Основное применение оно нашло для шлифовки конусных и цилиндрических деталей. Данная операция удобна при изготовлении отверстий. Получаемая величина шероховатости поверхности соответствует уровню чистовой токарной зачистки или шлифовке крупнозернистым абразивным кругом. Только методом хонингования можно добиться нужного результата при работе с блоком цилиндров. В местах сопряжения деталей должна находиться смазка, которая удерживается специально нанесенной хонинговальной сеткой.
Используемый хонинговальный инструмент называется хоном. Это бруски или камни, которые размещаются по периметру основания. В процессе работы они стираются, поэтому конструкция обоймы предусматривает возможность их замены.
Для процесса хонингования используются специальные станки. Это приспособления с горизонтальным или вертикальным расположением в пространстве шпинделя. Каждый из них имеет свое назначение в зависимости от проводимой работы. Хонинговальное оборудование специализировано под узкий профиль. Изготовление универсальных станков отошло в прошлое.
Описание процесса хонингования и его виды
В процессе хонингования происходит абразивное воздействие на поверхность обрабатываемой детали. Целью является получение нужной шероховатости поверхности и достижение необходимой точности размеров с помощью хонинговального инструмента. В этом качестве выступает алмазный брусок. Часто алмазная крошка располагается на керамической связке. Керамическое хонингование находит применение наряду с бакелитовым. У полученных деталей минимизируются потери на трение при работе в сопряжении с другими элементами конструкции.
Различается несколько видов хонингования:
- Сухое. При таком процессе не участвует смазочная жидкость.
- Вибрационное. Это метод, в котором дополнительную помощь оказывает вибрация.
- Электрохимическое. В процессе не только участвуют механические силы, но и воздействует электрохимический фактор.
- Экструзионное хонингование. На видео представлен весь процесс, который буквально завораживает в процессе просмотра.
- Плосковершинное, или платохонингование.
Видеозапись экструзивного хонингования:
Между цилиндрами и кольцами существует зазор, который заполняется маслом. Формируется он автоматически в первое время работы двигателя. Для этого с помощью платохонингования поверхностный слой сопрягаемых деталей делается рыхлым. В процессе работы он стирается, и детали надежно прилегают друг к другу. Минимальный оставшийся зазор заполняется маслом.

Главные плюсы
- После проведения хонингования поверхностный слой деталей приобретает повышенную прочность, что сказывается на длительности их эксплуатации.
- Значительно меньший процент получения бракованных деталей. Связано это с тем, что хонинговальный инструмент не создает большого давления на поверхность изделия.
- Широкий выбор зернистости хонинговального инструмента. Это позволяет легче выходить на нужный уровень требований к обрабатываемой детали.
- С помощью хона есть возможность устранения брака при сверлении отверстий на станке.
- Одновременно на оборудовании совершается хонингование нескольких отверстий, что повышает скорость выполнения работы.
Этапы хонингования
После закрепления детали в оборудовании проводятся 2 этапа хонингования:
- Черновой. Ведется с помощью крупнозернистого абразива. На этом этапе изделию придается нужная форма без выдерживания точности размеров.
- Чистовой. С помощью алмазных или керамических брусков идет дополнительная обработка поверхности. В результате изделие получается гладкое, с нужным классом шероховатости, а размеры соблюдаются в пределах допуска.
Мелкозернистый абразив обеспечивает нанесение хонинговальной сетки на поверхности блока, впадины которой заполняются маслом. Это позволяет ему удерживаться на микрорельефе поверхности изделия. Оно не стекает и выполняет смазывающие функции.
После процесса хонингования детали требуют очистки. Чтобы удалить металлическую стружку, сначала применяется абразивная щетка. Потом готовится мыльный раствор, куда окунаются изделия.
Чтобы добиться нужной гладкости, используется абразивная паста. При ее нанесении заполняются все мелкие поры. Эта финишная обработка окончательно устраняет микрочастицы грязи, оставшиеся на деталях.
Используемое оборудование и материалы
Количество вставляемых брусков колеблется в пределах 5–8 штук. Чем их больше, тем выше получается класс шероховатости обрабатываемой поверхности.
Хонинговальные станки
Применяемый хонинговальный станок бывает 2 типов:
- Хонинговальный горизонтального типа. На нем выполняются наружные операции с длинными деталями.

- Хонинговальный вертикального типа.


На вертикальных хонинговальных станках работы ведутся только с внутренними поверхностями, а обрабатываемые изделия имеют небольшую длину.
В классическом исполнении существуют следующие узлы станка:
- Корпус. Представляет собой сварную конструкцию из труб. Сверху расположен защитный кожух.
- Линейные направляющие с установленными концевыми выключателями. Они необходимы для контроля передвижения каретки в заданных пределах.
- Передвигающаяся каретка.
- Хонинговальный инструмент.
- Насос для охлаждения жидкости.
- Зажимное устройство.
- Электрическая часть.
- Панель управления.
Хонинговальные бруски
- белый электрокорунд;
- зеленый карбид кремния;
- эльбор;
- алмаз.
Хонинговальные алмазные бруски получили наибольшее распространение. Если в качестве связки используется керамика, то материал инструмента получается пористым и хрупким. В процессе работы из-за его мягкости происходит самозатачивание бруска и отколы от него мелких частиц. Эти микроэлементы попадают на поверхность обрабатываемой детали и наносят царапины.
Хонинговальные бруски на бакелитовой связке таких недостатков не имеют. Они более прочные и эластичные. В процессе хонингования сколы у инструмента отсутствуют, а объем снимаемого металла выше на 20–60%.
Во время выбора твердости хонинговального бруска руководствуются следующими правилами:
- Твердый хонинговальный инструмент ставится для обработки грубой поверхности.
- На обработку короткой заготовки следует ставить более твердый брусок.
- Уменьшение ширины бруска должно сопровождаться увеличением его твердости.
- При увеличении твердости материала обрабатываемой детали должна возрастать мягкость бруска.
Увеличение твердости бруска сопровождается уменьшением его пористости. Это создает затруднение для расположения стружки. Возникает риск налипания металла на хонинговальный инструмент.
Как обрабатывают отверстия не круглой формы
Происходит это за счет того, что в хонинговальных станках бруски находятся в специальном корпусе, конструкция которого состоит из следующих элементов:
- пневматической камеры;
- двух муфт: подвижной и неподвижной;
- колодок.
В корпусе изготовлены канавки, по которым подается воздух. В процессе работы давление воздушного потока из пневмокамеры прижимает инструмент к обрабатываемой поверхности изделия. Колодки обладают способностью поворачиваться на необходимый угол. Благодаря этому происходит хонингование любой поверхности вне зависимости от ее конфигурации. Изменением силы воздушного потока контролируется величина прижима хонинговального инструмента к изделию.
Другой способ – это использование гибких щеток, которые крепятся к эластичным нитям. В итоге возможна обработка поверхности любого контура.

Хонингование в домашних условиях
- электрическая дрель;
- очки для защиты глаз;
- ветошь;
- масло или керосин.
Порядок работы следующий:
- Рабочий инструмент фиксируется в патроне дрели.
- Обрабатываемое отверстие увлажняется.
- Включается дрель, камни сжимаются, и инструмент опускается в отверстие.
- В процессе работы совершаются поступательные движения вверх и вниз.
- Вынимать инструмент из отверстия можно только после его остановки.
- Постоянно ведется наблюдение за формируемым узором поверхности. Получаемые линии должны ложиться равномерно, создавая между собой угол в 60 градусов.
После окончания работы деталь промывается в мыльном растворе, просушивается и покрывается маслом. Оно необходимо в качестве антикоррозийной защиты.
Возможно, у читателей этой статьи имеются автомобили, которые требовали капитального ремонта. При его выполнении хонингование является обязательной операцией. Может, вы знаете какие-то нюансы в проведении такого процесса? Поделитесь ими в комментариях к этой статье.
Хонингование – легкий способ довести поверхность до идеала
Многие слышали об абразивной обработке металлов, но далеко не каждый знает про ее отдельные виды, так что ниже рассмотрим один из них. Речь пойдет про возможность осуществить хонингование отверстий своими руками, также узнаем, в каких случаях данный процесс целесообразно применять, обсудим его особенности и, конечно же, необходимые для работы инструменты и материалы.
1 Что это такое хонингование и каким оно бывает?
Итак, начнем с того, что же представляет собой сама абразивная обработка. Это вид механического воздействия на металл, которое осуществляется посредством специального инструмента. Причем делается это как вручную, так и на оборудовании. Главная цель – достижение более точных размеров, формирование заданного микрорельефа, а также улучшение качества поверхности детали – она становится более гладкой.

Если же говорить конкретно о хонинговании, то тут используют специальные инструменты – хоны, от которых, собственно говоря, и пошло название данного процесса. Чаще всего этим способом обрабатывают цилиндрические поверхности. При этом хон, на котором размещены специальные абразивные бруски, движется в двух направлениях: вращательном и возвратно-поступательном. Также очень важно, чтобы на поверхность достаточно обильно наносилась смазочно-охлаждающая жидкость.

В зависимости от особенностей процесс хонингования делится на следующие виды:
- сухое, когда не используется смазочная жидкость;
- вибрационное, в этом случае головка инструмента подвергается дополнительной вибрации;
- электрохимическое, при котором заготовка подвергается воздействию и механических сил, и электрохимическому влиянию одновременно;
- еще существует плосковершинное хонингование, применяемое для устранения впадин и бугров на поверхности изделия.
2 Оборудование и материалы для хонингования
Как уже было указано в самом начале, для этого вида абразивной обработки металлов используется специальное оборудование, рассмотрим же его особенности. Существуют так называемые многобрусковые инструменты, в основном содержащие от 5 до 8 брусков. С их помощью можно достичь максимальной точности геометрии той или иной детали. Что же насчет режущих элементов, так их установка осуществляется посредством центральной раздвижки, имеющей электромеханический либо гидравлический привод. Последний имеет некоторое преимущество, так как в этом случае можно более точно отрегулировать давление. Так что такой привод целесообразно использовать, например, при работе с изделиями из алюминия.

Станки, имеющие механический привод и меньшее количество хонинговальных брусков, непригодны для работ с таким “мягким” материалом, так как в этом случае ни требуемого качества, ни заданных размеров достичь не удастся.

Особые требования предъявляются к качеству брусков и смазочно-охлаждающей жидкости. Для того чтобы резание осуществлялось достаточно интенсивно и дало желаемый результат, необходимо обеспечить самозатачиваемость бруска. А значит, все затупившиеся зерна должны ликвидироваться с поверхности путем вырывания или же скалывания. Данным параметрам идеально подходят сверхтвердые материалы, такие как эльбор или алмаз, зерна которых остаются острыми на протяжении длительного периода. При этом в процессе износа преобладает их микроскалывание, а не полное вырывание, что продлевает жизнь такому инструменту.
3 Особенности процесса и сфера применения хонингования
Итак, рассмотрим технологию хонингования и ее особенности. Как при любом виде абразивной обработки в этом случае происходит контакт между заготовкой и инструментом. При этом последний наносит на поверхность детали микрорезы, то есть, осуществляется царапание абразивными частицами, размеры которых обычно колеблются в пределах от 20 до 100 мкм – необходимо просто подобрать подходящее полотно. А вот разбег с количеством зерен еще более значительный, их может быть как 20, так и целых 400 на один квадратный миллиметр.
В общем, в процессе такого микрорезания происходит и снятие тончайшей стружки с поверхности металла, а также трение и его пластическое оттеснение. Огромную роль играет то, насколько правильно будут подобраны все параметры – начиная от размеров абразивных частиц и заканчивая скоростью вращения, а также прилагаемым давлением. В основном первая стадия процесса заключается в исправлении грубых погрешностей формы изделия. Осуществляется это посредством длительной обработки хонинговальными брусками. В этом случае скорость, с которой снимается слой металла, достигает 4 мкм/с.

Для того чтобы получить более гладкую поверхность либо же заданный микрорельеф, а также с целью упрочнения поверхностного слоя, применяют режим граничного трения, при котором снятие металла сводится к минимуму. Достигается данный режим путем повышения окружной скорости заготовки либо инструмента, а также снижения частоты колебания рабочих брусков и производимого давления.
Этот вид абразивной обработки используется во многих отраслях промышленности, особенно автомобильной. Так, например, подобным способом обрабатываются многие детали, в том числе и двигатели, а точнее, гильзы цилиндров, отверстия шестерней, поршневой и кривошипной головок шатунов, блоков цилиндров и т. д. Благодаря чему получаются максимально точные размеры этих самых отверстий, а поверхность становится идеально гладкой. Устраняются все погрешности в геометрии обрабатываемых деталей, которые могли возникнуть ранее.

Кроме того, способ хонингования применим и для обработки различных деталей топливной аппаратуры вроде труб. Им осуществляют обработку как глухих, так и сквозных цилиндрических отверстий, диаметром и 5 мм, и 800 мм, а длина иногда достигает двадцати метров. Также обрабатываются и иные типы просветов – конические, шлицевые, некруглые. Можно осуществлять одновременную обработку и нескольких соосных отверстий.
4 Технология хонингования в домашних условиях
Как видно, данный процесс имеет огромное значение и нашел себя во многих сферах, однако стоит выяснить, можно ли осуществить его своими силами или все-таки придется обращаться в специализированные мастерские. В принципе, если вполне уверены в своих силах и имеете в распоряжении приспособление для хонингования цилиндров, то можно немного сэкономить и выполнить эту операцию дома.

Понадобится хон, лучше гибкий, который внешне напоминает ершик для мытья бутылок, но если есть традиционный, то и он вполне подойдет. Кроме того, необходимо подготовить дрель, защитные очки, хонинговочное масло, которое можно заменить керосином, и ветошь. Собрав все необходимое, зажимаем хон в патроне электродрели и обрабатываем им отверстие, предварительно обильно смочив поверхность жидкостью. Чтобы ввести инструмент внутрь обрабатываемой детали, необходимо сжать камни.

Движения должны производиться вверх-вниз, определить правильно ли вы их выполняете можно по появившейся на поверхности металла сетке. Узор должен получаться равномерным, а линии располагаться под углом в 60° друг к другу. Нельзя извлекать хон до тех пор, пока дрель полностью не остановится. В конце удаляется надфилем фаска, чтобы не возникало зацепов колец, при этом действуем крайне аккуратно, дабы не повредить поверхность обработанного отверстия. И тщательно вымываем деталь мыльной водой, дабы устранить следы абразива. После всех этих операций нужно просушить изделие и смазать специальным маслом, имеющим антикоррозионное действие.
Хонингование
Хонингование применяют для получения отверстий высокой точности и малой шероховатости, а также для создания специфического микропрофиля обработанной поверхности в виде сетки. Такой профиль необходим для удержания на стенках отверстия смазки при работе машины (например, двигателя внутреннего сгорания). Чаще обрабатывают сквозные и реже ступенчатые отверстия, как правило, неподвижно закрепленных заготовок.
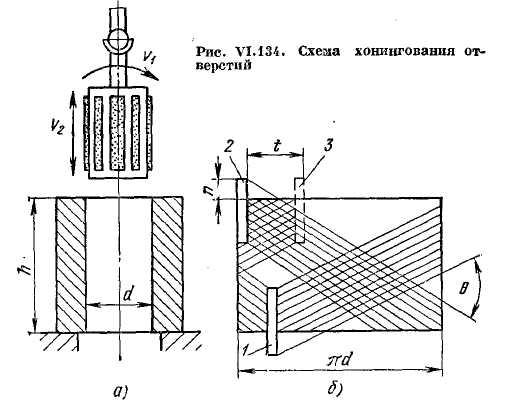
Рис. 90 Схемы хонингования отверстий
Поверхность заготовки обрабатывают мелкозерпистыми абразивными брусками, которые закрепляют в хонинговальной головке (хоне), являющейся режущим инструментом. Инструмент вращается и одновременно движется возвратно-поступательно вдоль оси обрабатываемого отверстия цилиндра высотой h (рис. 90, а). Соотношение скоростей v1 и v2 указанных движений составляет 1,5—10,0 и определяет условия резания. Скорость v1 для стали составляет 45—60, а для чугуна и бронзы — 60—75 м/мин.
Описываемая схема обработки по сравнению с внутренним шлифованием имеет преимущества: отсутствует упругий отжим инструмента, реже наблюдаются вибрации, более плавная работа.
Сочетание движений v1 и v2 приводит к тому, что на обрабатываемой поверхности появляется сетка микроскопических винтовых царапин — следов перемещения абразивных зерен. Угол 0 пересечения этих следов зависит от соотношения скоростей. Поэтому необходимый вид сетки на поверхности отверстия можно получать в ходе хонингования. На рис. 90, б дана развертка внутренней цилиндрической поверхности заготовки и схема образования сетки.
Крайние нижнее 1 и верхнее 2 положения абразивных брусков устанавливают так, чтобы у инструмента создавался перебег п. Он необходим для того, чтобы образующие отверстия получались прямолинейными и оно имело бы правильную геометрическую форму. Совершая вращательное движение, абразивные бруски при каждом двойном ходе начинают резание с новых положений 3 хода с учетом смещения t по углу. Поэтому исключается наложение траекторий абразивных зерен.
Вид сетки на обрабатываемой поверхности можно изменить дополнительными колебательными движениями, сообщаемыми инструменту механическим вибратором (вибрационное хонингование). Траектория абразивных зерен представляет собой сложную гипоциклическую кривую. Поэтому на обработанной поверхности возникают как бы две сетки, соответствующие черновому и чистовому хонингованию.
Абразивные бруски всегда контактируют с обрабатываемой поверхностью, так как могут раздвигаться в радиальных направлениях механическими, гидравлическими или пневматическими устройствами. Давление брусков должно контролироваться. Минимальное давление возникает при ультразвуковом хонинговании. В этом случае уменьшается засаливание брусков, так как частицы снятого металла легче отделяются от абразивов.
Хонингованием исправляются такие погрешности предыдущей обработки, как овальность, конусообразность, нецилиндричность и др., если общая величина снимаемого слоя не превышает 0,01—0,2 мм. Погрешности же расположения оси отверстия (например, увод ее или криволинейность) этим методом не исправляются, так как режущий инструмент самоустанавливается по отверстию. Это достигается шарнирным закреплением инструмента в шпинделе, которое может передать только вращательное движение.
Наиболее распространены две схемы процесса хонингования, отличающиеся друг от друга методом осуществления разжима (радиальной подачи) абразивных брусков: 1) с постоянным номинальным давлением брусков на заготовку; 2) с дозированной радиальной подачей брусков на каждый двойной ход головки. Первую схему применяют чаще.
Различают предварительное и чистовое хонингование. Предварительное хонингование используют для исправления погрешностей предыдущей обработки, а чистовое — для получения малой шероховатости поверхности.
Хонинговальные бруски изготовляют из электрокорунда или карбида кремния, как правило, на керамической связке. Для чистового хонингования хорошие результаты дают бруски на бакелитовой связке. Используют бруски зернистостью 3—8, а также М20 и М28. Все шире применяют алмазное хонингование, главное преимущество которого состоит в эффективном исправлении погрешностей геометрической формы обрабатываемого отверстия.
Бруски закрепляют в державках хона приклеиванием ацетоно-целлулоидным клеем или жидким стеклом. Державки располагают равномерно по цилиндрической поверхности хонинговальной головки. Конструкции головок предусматривают расположение в них механизма радиального перемещения державок с брусками. Кроме того, головки имеют устройства для регулирования положения брусков.
Число брусков в хонинговальной головке должно быть кратно трем. Поэтому в головке всегда найдутся три бруска, которые будут обрабатывать реальную поверхность отверстия, имеющего погрешности формы от предыдущей обработки, и превращать ее в поверхность, близкую к круговому цилиндру.
Хонингование производят при обильном охлаждении зоны резания. Смазочно-охлаждающими жидкостями являются керосин, смесь керосина (80—90%) и веретенного масла (20—10%), а также водно-мыльные эмульсии. Жидкости способствуют удалению абразивных зерен, оставшихся в порах обрабатываемых поверхностей.
Для хонингования используют одно- и многошпиндельные станки. Некоторые станки оснащают устройствами, позволяющими измерять на ходу обрабатываемое отверстие и выключать станки по достижении необходимого размера отверстия.
Хонингование
Что понимают под хонингованием?
Хонингование – это одна из форм тонкой обработки резанием для достижения точно круглых отверстий при выдерживании определённого качества поверхности. Речь идёт о разнообразно применяемом в промышленности методе окончательной обработки отверстий и цилиндров. В зависимости от случая обработки, хонингование служит для достижения точно определённых шероховатостей, структур поверхности, а также для достижения супергладких поверхностей (последнее – не для рабочих поверхностей цилиндров двигателей внутреннего сгорания).
Процесс хонингования происходит при постоянном соприкосновении поверхностей инструмента и заготовки. Снятие материала происходит при геометрически неопределённом резании благодаря собранным в хонинговальных брусках шлифовальным средствам (связанное зерно). Хонинговальные бруски помещены в хонинговальных головках, которые можно через зубчатые рейки или конусные механизмы устанавливать радиально и плоскопараллельно; тем самым достигается давление прижима. Хонинговальный инструмент движется при хонинговании одновременно в радиальном и осевом направлениях. Тем самым возникает характерная для хонингования перекрёстная сетка шлифовочных штрихов. Поэтому хонингование именуется также перекрёстным шлифованием. В зависимости от соотношения скорости вращения и скорости подачи получаются более или менее крутые углы хонингования. Для смазки, охлаждения, отвода снимаемого металла и шлифовальных зёрен в процессе хонингования подаётся в больших количествах хонинговальное масло или при обработке серого чугуна – водо-масляная эмульсия.
Цель хонингования
При окончательной обработке хонингованием возможно не только получение отверстий или цилиндров с желаемыми диаметрами и качеством внутренней поверхности. Также погрешности в геометрии отверстий, возникшие при предыдущей обработке, которые, соотв., не смогли быть устранены, могут быть исправлены. Ниже представлены наиболее частые погрешности формы и поверхности.

Сопоставление хонингования серого чугуна с хонингованием алюминия
В отличие от хонингования серого чугуна, шероховатость внутренней поверхности цилиндра у алюминиево-кремниевых рабочих поверхностей не зависит от величины зерна применяемых абразивных брусков и достижимой тем самым глубины обработки структуры хонингования (перекрёстная сетка шлифовочных штрихов). Профиль шероховатости определяется намного более размером зерна имеющихся при ALUSIL® первичных кристаллов кремния и глубины их раскрытия
Различия между хонингованной поверхностью цилиндра из серого чугуна и поверхностью ALUSIL® представлены ниже. На изображении 1 показана рельефная хонингованная поверхность из серого чугуна и соответствующий рисунок шероховатости, в то время как на изображении 2 показана поверхность ALUSIL®c рисунком шероховатости.
Характерная для рабочих поверхностей цилиндра структура поверхности (перекрёстная сетка шлифовочных штрихов) – это углубления (долины) для задержания масла, и возвышенности (плато), образованные при хонинговании на различных рабочих операциях. Плато, представляющие собой рабочие поверхности для поршневых колец, образуются при последней рабочей операции, хонинговании возвышенностей, обрезкой вершин профиля. Поэтому давление прижима брусков, угол хонингования, величина зерна и скорость хонингования являются при хонинговании серого чугуна важными параметрами для достижения правильной топографии поверхностей.
Для получения безукоризненных результатов при хонинговании ALUSIL® следует тщательно следить за тем, чтобы кристаллы кремния резались чисто и не вырывались из внутренней поверхности. Это достигается только применением подходящих хонинговальных брусков и правильных параметров обработки.
При последующем раскрытии кристаллов кремния важным является, главным образом, глубина раскрытия. При механическом раскрытии зёрна кремния несколько округляются, что положительно влияет на скольжение поршневых колец. При раскрытии травлением возникающие при резании острые края кристаллов кремния не округляются, что при приработке ведёт к несколько большему износу поршневых колец.

Из-за сложности темы хонингование отверстий цилиндров из серого чугуна не рассматривается в рамках данной брошюры. Поэтому мы рекомендуем изучение нашей брошюры “Хонингование блоков цилиндров из серого чугуна”.
У ALUSIL®-рабочих поверхностей цилиндров форма и величина интегрированных в алюминии кристаллов кремния образуют возвышения, по которым скользят поршни и поршневые кольца. Расстояние кристаллов кремния друг от друга определяет ширину и форму углублений профиля, в то время как глубина раскрытия соответствует глубине углублений профиля.
Требования к хонинговальному инструменту и обрабатывающим брускам
При обработке алюминия хонингование, а также процесс раскрытия должны производиться с помощью так называемых многобрусковых хонинговальных инструментов. Для достижения точной геометрии отверстий требуется от 5 до 8 расположенных по периметру обрабатывающих брусков (изобр. 1). Установка режущих брусков достигается у многобрусковых хонинговальных головок посредством центральной конической раздвижки с гидравлическим или электромеханическим приводом (изобр.3). Наиболее подходящими являются станки, у которых установка хонинговальных брусков происходит гидравлически, и таким образом возможно очень точное регулирование давления и установки.
Механические устройства установки брусков от руки как у вышеназванной головки с зубчатой рейкой (изобр. 2) не позволяют установку с требуемой точностью. Особенно выдерживаемые при обработке алюминия низкие давления резания едва ли возможно при ручной установке правильно дозировать и устанавливать.
Поэтому стандартные хонинговальные инструменты с двумя или 4-мя хонинговальными брусками, раздвигаемые механически при помощи зубчатой рейки, непригодны для обработки алюминия. Требуемые качества поверхности и геометрии отверстия этим достичь невозможно. Кроме того, при хонинговании алюминия нельзя работать с направляющими планками.



1. Карданный шарнир
2. Хонинговальный инструмент
3. Кольцевая пружина
4. Хонинговальный брусок
5. Хонинговальная головка
6. Установочный конус
По причине особых требований при хонинговании алюминиевых рабочих поверхностей цилиндров применимы только абразивные бруски с алмазами на пластмассовой связке. Твёрдость алмазов обеспечивает точное резание интегрированных в алюминий кремниевых твёрдых фаз. Пластмассовая связка алмазных режущих брусков препятствует возникновению знакомых проблем, возникающих при хонинговании алюминия керамическими режущими брусками
Бруски являются и при мягком материале, как алюминий, самозатачивающимися, т. е., связка алмазов достаточно прочна для удержания алмазов в процессе хонингования, в то же время достаточно мягка, чтобы затупившиеся алмазные зёрна смогли бы вывалиться. Выдерживание параметров обработки препятствует разрушению, а также выламыванию интегрированных кристаллов кремния, и поверхность оптимально подготавливается к последующей операции раскрытия. KS-алмазные абразивные бруски (см. главу “3.8 KS – инструменты для обработки алюминия”) разрабатывались и согласовывались специально для обработки ALUSIL®, LOKASIL® и сравнимых алюминиево-кремниевых материалов.
Керамические хонинговальные бруски, в том виде как они многие годы при ремонте двигателей применяются и рекомендуются, не располагают требуемыми сегодня свойствами по обработке, а также требуемой технологической надёжностью. Абразивные средства на керамической связке из карбида кремния или корунда малопригодны для точного и чистого резания кристаллов кремния. Из-за твёрдости кристаллов кремния износостойкости керамических абразивных средств недостаточно для обеспечения достаточной стойкости при чистых результатах обработки.
Связка абразивных зёрен керамических хонинговальных брусков слишком тверда для обработки алюминиевых рабочих поверхностей цилиндров. Эффект самозатачивания у керамических хонинговальных брусков, как он проявляется при хонинговании серого чугуна вырыванием или откалыванием затупившихся режущих зёрен, при хонинговании алюминия не наступает. Тупые режущие зёрна остаются в бруске, что ведёт к возрастанию давления резания. Интегрированные в стенке цилиндра кристаллы кремния, составляющие необходимую пару скольжения для поршневых колец, не могут выдержать такого слишком высокого давления резания, вырываются и разрушаются. Далее, из-за избыточной смазки хонинговальных брусков алюминием, дело часто доходит до разрушения почти полностью обработанной поверхности цилиндра. Натёртый на хонинговальные бруски алюминий приводит при этом за несколько оборотов к спиральным царапинам на рабочей поверхности, которые делают всё хонингование непригодным.
Смазочно-охлаждающие средства при хонинговании и механическом раскрытии
В качестве смазочно-охлаждающего средства при KS-хонинговании, а также механическом раскрытии алюминия может применяться обычное, имеющееся в продаже хонинговальное масло. Его вязкость должна быть в пределах от низкой до средней. Высоковязкие (вязкотекучие) хонинговальные масла, а также водо-масляные эмульсии, не должны применяться в сочетании с предлагаемыми здесь обрабатывающими брусками.
Качество и состояние смазочно-охлаждающего средства существенно влияет на качество хонингования. Поэтому следует постоянно следить за тем, чтобы масло и масляные фильтры сменялись через регулярные промежутки времени.
Параметры обработки при хонинговании
В противоположность хонингованию серого чугуна, хонингование алюминия производится при более высоких оборотах и более медленной подаче. Тем самым получаются более пологие углы. Они оказались выгодными, по возможности, маленькими для поддержания размеров разрушения кремния. Также и прилегающее к хонинговальным брускам давление резания намного ниже, чем при хонинговании серого чугуна. Снимаемый алюминий очень мягок, его можно хорошо резать алмазными хонинговальными брусками. Благодаря меньшей твёрдости алюминиево-кремниевого сплава давление на стенку цилиндра не должно быть слишком высоким. Стенка цилиндра поддалась бы под высоким давлением, и геометрия отверстия бы ухудшилась (см. по данному вопросу “3.7.2. Геометрические погрешности из-за неправильной обработки цилиндра”). По этой причине ширина хонинговальных брусков, предлагаемых KS, составляет примерно только половину от, напр стандартных хонинговальных брусков на керамической основе. При одинаковом удельном давлении нажатия брусков при вдвое меньшей ширине хонинговальных брусков усилие нажатия, которым бруски прижимаются к рабочей поверхности цилиндра, может быть уменьшено вдвое (изобр. 2). Деформаций стенки цилиндра от слишком высоких усилий нажатия брусков можно при этом эффективно избегать и их уменьшать.
Операция хонингования KS-алмазными хонинговальными брусками должна длиться, как минимум, по 90 секунд на каждое отверстие цилиндра. Меньшее время обработки указывает на слишком высокое давление нажатия брусков вкупе с более высоким их износом.
Отверстия цилиндров от хонингования нагреваются. Из-за связанного с этим теплового расширения блока цилиндров проверка (замер) диаметров цилиндров должен быть произведён только после их охлаждения до температуры помещения.
Для предотвращения замазывания брусков и улучшения смазки следует процесс хонингования прерывать на короткое время каждые 30 секунд обработки. Контакт бруска со стенкой цилиндра должен быть прерван. Обработка должна быть продолжена только тогда, если режущие поверхности вновь хорошо снабжены хонинговальным маслом и промыты. Для равномерного износа брусков в серийном производстве при обработке каждого нового отверстия цилиндра направление вращения хонинговального инструмента меняется на противоположное.
Параметры обработки при хонинговании Значение
Рекомендуемое число оборотов при хонинговании
Минимальное число оборотов при хонинговании
Максимальное число оборотов при хонинговании
Скорость подачи хонинговальной головки относительно числа оборотов





